––––---
Obsah
Co je to vlastně forma?. 5
Na co se forma používá?. 6
Můžete vytvořit formu téměř
všeho - opravdu! 6
Materiály na výrobu forem.. 7
Výroba př. n. l. 7
Výroba dnes. 7
Latexové kaučuky (latex) 8
Polysulfidové kaučuky (polysulfidy) 9
Silikonové kaučuky (silikony) 10
Polyuretanové kaučuky (kaučuky) 11
Co je dvousložkový kaučuk?. 12
Důležité pojmy. 13
Míchací poměr (Mix Ratio) 13
Doba zpracování (pot life) 14
Tvrdoměr (durometer) 14
Viskozita (Viscosity) 15
Vždy si důkladně přečtěte technický
list 16
Co skrývá technický list?. 16
Na co si dát pozor. 17
Bezpečnost na prvním místě. 17
Výroba forem a odlitků není pro děti 17
Dobré větrání je nezbytné. 17
Noste ochranné pomůcky. 17
Chraňte životní prostředí 17
Pozor na teplotu. 17
Vlhkost by měla být snížena na
minimum.. 17
Příprava pracovního prostředí 17
Neriskujte cenný model 18
Dobře využijte svůj čas. 18
Važte a měřte pečlivě. 18
Více dílnou formu nezapomeňte
separovat 18
Věci potřebné pro výrobu formy. 19
Tvorba jednodílné formy
s plochou zadní stranou. 20
Začněme s modelem.. 20
Stavíme ohrádku. 20
Zajištění modelu. 21
Utěsnění spár. 21
Aplikace plniče pórů. 21
Aplikace separátoru. 21
Správná aplikace separátoru. 22
Odměření materiálu na formu. 22
Smíchání materiálu. 23
Vakuování materiálu. 23
Lití materiálu do ohrádky. 24
Vytvrzení formy. 24
Urychlení vytvrzení 24
Odformování 25
Nejčastější chyby při tvorbě formy. 26
Shrnutí 27
Závěr. 28
Připravujeme další eBook. 28
Slovníček pojmů. 29
Anglické výrazy. 30
 ednoduše řečeno, forma je negativní otisk převzatý z
pozitivního modelu (podobně jako negativ z fotografie). Vaším cílem při výrobě
formy je reprodukovat originální model (jako přesnou kopii originálu) do co
nejmenších detailů. Forma by měla zachytit každý detail, texturu, rozměr atd. z
originálu.
ednoduše řečeno, forma je negativní otisk převzatý z
pozitivního modelu (podobně jako negativ z fotografie). Vaším cílem při výrobě
formy je reprodukovat originální model (jako přesnou kopii originálu) do co
nejmenších detailů. Forma by měla zachytit každý detail, texturu, rozměr atd. z
originálu.
Naším cílem je vytvořit formu
·
rychle,
·
s minimem potíží,

ť už si jste či nejste vědomi, formy se dotýkaly většiny
věcí z našeho každodenního života a jsou použity pro nekonečné palety aplikací.
Je až neuvěřitelné, jak moc jsme obklopeni výrobky vytaženými z forem.
Formy jsou použity k vytvoření jídla (např. vzorů dezertů,
marcipánů), pro reprodukci soch. Fosilní hledači, muzea a preparátoři vytvářejí
formy fosílií, aligátorů, ryb, atd. Na výrobu svíček se také používají formy,
aby se vyrobilo nekonečné množství svíček. Tvůrci speciálních efektů, které
udělají z filmu velkolepé dílo, potřebují různé rekvizity, masky, apod. V
průmyslu se využívají formy na výrobu bot, které nosíte, přístrojové desky i
pneumatiky v autě, ve kterém jedete, šálky, ze kterých pijete, telefon,
který používáte, dekorativní odlitky, které zdobí domy i betonové panely
použité na výstavbu budov, protihlukových stěn, atd.
ť už máte zájem o reprodukci tvarované postavy, starožitného
rámu obrazu, průmyslového vzoru, architektonického prvku, fosílie, zvířecí
kůže, struktury kusu tkaniny nebo např. hračku, začnete tím, že si vyrobíte
formu.
Ať už chcete jeden nebo tisíc reprodukcí originálu, můžete
to udělat pomocí formy. Ať je již původní model vyroben z hlíny, vosku, sádry,
písku, betonu, kamene, kovu, kostí nebo téměř všech druhů materiálů, zhotovení
formy umožňuje model reprodukovat. Na použitém materiálu závisí fyzikální vlastnosti
výsledné formy.
 Výroba př. n. l.
Výroba př. n. l.
idé vyráběli formy po tisíce let již od starověkého Egypta a
Číny. V průběhu let se používala k výrobě forem řada materiálů včetně písku,
vosku, lepidla, živočišného tuku, sádry, alginátu, kovu, plastu, opakovaně
použitelného vinylu, želatiny a další.
nešní výrobci forem stále používají různé materiály, ale
většina k výrobě používá jeden ze čtyř pružných kaučuků (kaučuků je jinak velká
řada). Kaučuk je polymerní
materiál přírodního nebo syntetického původu, vyznačující se
velkou pružností,
tedy schopností se účinkem vnější síly výrazně deformovat a poté opět zaujmout
původní tvar. Je to tedy tzv. elastomer. Používají se
hlavně z následujících důvodů:
·
 Věrně reprodukují jemné detaily.
Věrně reprodukují jemné detaily.
·
Pružnost umožňuje snadné vyjmutí modelu i odlitku.
·
Obecně mají formy dlouhou životnost, což umožňuje mnoho
reprodukcí.
·
Protože obecně vydrží mnoho reprodukčních cyklů, což snižuje
náklady na výrobu.
·
Studené vytvrzování – za pokojových teplot.
·
Kaučuky výborně zatékají a nemají adhezi k většině materiálů,
proto se používají pro zalévání a k výrobě pružných forem na odlévání.
Tyto materiály jsou latex, polysulfidy, polyuretany a
silikony. V následujících odstavcích si představíme tyto materiály a uvedeme
výhody a nevýhody každého z nich.
atex je přírodní kaučuk extrahovaný z kaučukovníků vyskytující
se především v jihovýchodní Asii. Aby se dal latex použít jako materiál k výrobě
formy, surový kaučuk je obvykle zpracován se čpavkem a vodou. Latex je téměř
vždy natíraný na modelu (nezalévá se model).
Výhody
– Latex je jednosložkový (není třeba nic vážit ani míchat)
materiál, připraven k použití přímo. Velkou výhodou je, že je relativně levný.
Latex je pružný a formy jsou obecně tenkostěnné, pevné s dobrou odolností proti
oděru. Vzhledem ke své vysoké elasticitě, se forma sejme z modelu jako
rukavice. Latexová forma si udrží svůj tvar i poté, co byla opakovaně srolována
a obrácena naruby. Kvůli této vlastnosti a odolnost proti oděru, se latex běžně
používá pro výrobu tzv. "rukavicových forem".
Nevýhody
– Obecně pro Low-cost (levné) produkty. Smrštění v řádu 10
až 20% v závislosti na výrobku. Tvorba formy z latexu je pomalá a časově
náročná. Forma z latexu může vyžadovat až 20 nátěrů. Což při schnutí jedné
vrstvy 4 hodiny chvíli potrvá. Čas na výrobu natírané formy z latexu může trvat
deset i více dnů. Mnoho výrobků z latexu je cítit po čpavku (nicméně, existují
i výrobky s nižším smrštěním a bez zápachu). Latexové formy jsou obecně
nevhodné pro odlévání pryskyřic.
Např.: materiál Revultex
z e-Shopu www.levneSilikony.cz, cena od 186,- bez DPH
(http://levnesilikony.cz/index.php?section=forma&material=latexls&flag=cz)
olysulfidový kaučuk [polysulfide rubber] je dvousložkový systém (báze
A + tvrdidlo B), který byl oblíbený na výrobu forem v bronzových slévárnách po
celém světě (pro lití vosku). Jsou k dispozici pro výrobu forem zaléváním
modelu i pro natírání štětcem. U nás se nikdy
nerozšířily, představují však nejstarší skupinu elastomerů, známou od roku
1954.
Výhody
– Polysulfidové formy jsou velmi měkké, elastické a dlouho
vydrží (některé formy jsou v produkci přes 40 let), a jsou dobré pro výrobu
forem se zápornými a velmi jemnými detaily. Na rozdíl od jiných forem kaučuků,
polysulfidový kaučuk nereaguje se síru nebo modelínami na bázi vody. Příprava
modelu je minimální. Po vytvrzení jsou polysulfidové formy vhodné pro lití
vosku (metoda ztraceného vosku) a sádrové omítky.
Nevýhody
– Nejčastější polysulfidové kaučuky s olověnými vytvrzujícími
činidly mají nepříjemný zápach. Nově vyrobené polysulfidové formy mohou
znečistit model. Polysulfidy mají špatnou odolnost proti oděru (není tedy
vhodný pro odlitky betonu), a nejsou vhodné pro odlitky pryskyřic. Polysulfidy
(složky A + B), musí být přesně odměřovány podle hmotnosti (vyžadována váha)
nebo nemusí dojít ke správnému vytvrzení. Jsou středně drahé; dražší než latex,
ale levnější než silikony.
Např.: materiál FMC od firmy Smooth-On,
Inc.
(http://www.smooth-on.com/Polysulfide-Rubber/c1310_1305/index.html)
ilikonové kaučuky [silicone
rubber] jsou dvousložkové systémy (báze A + katalyzátor B). K dispozici
je rozmezí tvrdostí od velmi měkkých až po středně tvrdé. Silikony mohou být vytvrzovány
katalyzátorem na bázi platiny (adiční typ) nebo cínovým katalyzátorem
(kondenzační typ). Jsou k dispozici pro výrobu forem litím, natíráním,
stříkáním a mají některé vynikající vlastnosti jako žádná jiná forma kaučuku.
Výhody
– Silikonový kaučuk má nejlepší vlastnosti co se týče vyjmutí
modelu nebo odlitku, což je zvláště výhodné, když děláte výrobu odléváním
pryskyřice (polyuretany, polyestery a epoxidy). Není nutná žádná separace,
takže není nutné po výrobě čistit formu. Silikony také vykazují velmi dobrou
chemickou odolnost a odolnost vůči vysokým teplotám (205 ° C a vyšší). Vysoká
teplotní odolnost formy umožňuje odlévat nízkotavitelné kovy a slitiny (tj.
cín, olovo, woodův kov, apod.). Kombinace dobré vlastnosti separace, chemická
odolnost a tepelná odolnost dělá ze silikonu nejlepší volbu pro odlévání
pryskyřic.
Nevýhody
– Silikonové kaučuky jsou obecně dražší (zejména adiční). Mohou
být také citlivé na různé složky v modelu (například na modelovací hmoty s
obsahem síry), které mohou zabránit silikonu ve vytvrzení. Silikonové kaučuky
jsou obvykle hustější (mají vyšší viskozitu) než polyuretanové kaučuky. Pro
zlepšení výsledků je možno použít odplynění vakuovou komorou, aby se
minimalizovalo vzniku bublin ve formě. Při kombinaci delší doby zpracování a
nižší viskozity, mají vzduchové bubliny dostatek času na uniknutí z formy.
Silikonové složky (A + B) musí být smíchány přesně podle hmotnosti (vyžadována
váha) nebo nemusí dojít ke správnému vytvrzení. Kondenzační silikony mají po
vytvrzení malé smrštění. Adiční nemají téměř žádné smrštění. Více se dozvíte
v technickém listu u konkrétního materiálu. Silikony mají menší životnosti
oproti polyuretanovým kaučukům.
Např.:
kondenzační typ – materiál CHN-KS z e-Shopu
www.levneSilikony.cz, cena od 235,- bez DPH
(http://levnesilikony.cz/index.php?section=forma&material=chk1&flag=cz)
adiční typ – materiál Smooth-Sil z e-Shopu
www.silikonyCz.cz, cena od 866,- bez DPH (http://silikonycz.cz/index.php?section=silikony&material=smooth-sil_serie_a-silikon&flag=cz)
olyuretanové kaučuky [polyurethane
rubber] jsou dvousložkové systémy (báze A + tvrdidlo B), které pokrývají
širokou škálu aplikací při relativně nízkých nákladech. Formu je možné vytvořit
litím, natíráním nebo nastříkáním na model.
Výhody
– Polyuretanové kaučuky se snadno používají, protože
většinou mají míchací poměr 1A:1B, tj. nepotřebujete váhu. Jsou k dispozici v
širokém rozsahu tvrdosti od gelovité až po tvrdší než jsou pneumatiky auta. Mají
relativně nízkou viskozitu a sami se odvákuují (není třeba vakuové nádoby). Dále
mají dobrou odolnost proti oděru, a jsou tedy používány na odlitky abrazivních
materiálů jako beton. Jsou levnější než adiční silikony a polysulfidy.
Nevýhody
– Jestli silikonový kaučuk má ty nejlepší separační
vlastnosti, tak tento typ kaučuku má ty nejhorší (bude držet vše). Důkladná
příprava modelu (budeme pokrývat toto téma později) má zásadní vliv na úspěšnou
výrobu formy. Materiál je citlivý na vlhkost. Při vystavení vlhkosti (při
výrobě forem např. venku ve vlhkém dni) mohou vzniknout bubliny. Má omezenou
dobu použitelnosti materiálu po otevření balení. Zbývající produkt může být
ovlivněn okolní vlhkostí ve vzduchu.
Např.:
materiál PMC od firmy Smooth-On, Inc, cena od 608,- bez
DPH
. (http://silikonycz.cz/index.php?section=kaucuky&material=pmc_serie&flag=cz)
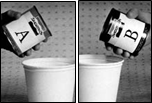
 olyuretanový kaučuk, polysulfidový kaučuk i silikonový
kaučuk jsou všechno dvousložkové materiály, které se skládají ze dvou částí A +
B. Obvykle bývají barevně rozlišené, aby nedošlo k záměně. Kaučuky jsou tekuté
směsi, které přidáním katalyzátoru vytváří houževnatou, pružnou pryž odolnou
proti roztržení.
olyuretanový kaučuk, polysulfidový kaučuk i silikonový
kaučuk jsou všechno dvousložkové materiály, které se skládají ze dvou částí A +
B. Obvykle bývají barevně rozlišené, aby nedošlo k záměně. Kaučuky jsou tekuté
směsi, které přidáním katalyzátoru vytváří houževnatou, pružnou pryž odolnou
proti roztržení.
Složka A se smísí se složkou B v určitém poměru (míchacím
poměru) a směs je nalita, natřena nebo nastříkána na model.



ro lepší pochopení výroby forem pro vlastní potřebu, potřebujete
vědět několik důležitých pojmů.
Míchací poměr (Mix Ratio) - vyjadřuje správný míchací
(směšovací) poměr (buď hmotnostně, nebo objemově), ve kterém se složka A smíchá
se složkou B. Poté se materiál nalije na model. Tento poměr se liší materiál od
materiálu a jsou vždy uvedeny v technickém listu pro daný produkt. Ačkoli se
stanovení hmotnosti nebo objemu jednotlivých složek může jevit triviálně, na
poprvé to může někomu způsobit problém hned na startu.
Ukázka
míchacích poměrů:
|
1A: 1B objemově
|
|
2A: 1B hmotnostně
|
|
1A: 2B objemově
|
|
1A: 10B
hmotnostně
|
|
26A: 100B
hmotnostně
|
|
100A: 3B
hmotnostně
|
Pokud materiál vyžaduje míchací poměr A + B hmotnostně,
použijte váhu s přesností na gramy. Pokud materiál neodvážíte přesně,
nemusí materiál vytvrdnout. Pokud používáte materiál s míchacím poměrem
podle objemu, snažte se být tak přesní, jak jen to jde.
Příklad
1:
Vycházejme z toho, že chcete použít 750g materiálu. Specifickou
hmotnost předpokládejme rovno 1, takže 1 litr odpovídá přibližně 1 kg
materiálu.
Míchací poměr 2A:1B hmotnostně znamená, že složky A musí být
2 x více než složky B. Složka A bude mít tedy 2 díly a složky B 1 díl.
Dohromady jsou to tři díly o celkové hmotnosti 750g.
Vypočteme hmotnost
jednoho dílu: 750g / 3 díly = 250g na 1 díl.
Dopočteme složku A (ta má mít 2 díly): 2A = 2*250gA = 500gA
dopočteme složku B: 1B = 1*250gB = 250gB
Kontrolní součet složek musí vyjít 750g: A + B = 500g + 250g =
750g
Odvážíme si tedy
500g složky A a 250g složky B a smícháme je dohromady. Výsledná hmotnost bude
750g.
Příklad
2:
Míchací poměr 4A:1B objemově znamená, že složka A bude 4 x
větší (co do objemu) než složka B. Požadavek je získat 1 litr směsi.
Rozdělme si směs na 4 díly složky A a 1 díl složky B.
Dohromady tedy 5 dílů musí dát 1000 ml.
Vypočteme hmotnost jednoho dílu: 1000ml / 5 díly = 200ml na
díl.
Dopočteme složku A (ta má mít 4 díly): 4A = 4*200mlA = 800mlA
Dopočteme složku B: 1B = 1*200mlB = 200mlB
Kontrolní součet složek musí vyjít 1000ml: A + B = 800ml + 200ml=
1000ml
Odměříme si tedy 800ml složky A a 200ml složky B a smícháme
je dohromady. Výsledný objem bude 1000ml.
Důležité:
Míchací poměr určí, jak budou složky zabaleny.
Tip:
Běžnou chybou je, že lidé předpokládají, že míchací poměr
jednoho produktu je stejný jako míchací poměr jiného materiálu. Přečtěte si
technický list a zjistěte míchací poměr pro konkrétní produkt, který používáte.
Doba zpracování (pot life) – Udává
dobu, jak dlouho můžete míchat a aplikovat materiál, než se stane
neaplikovatelným (ztuhne, zatvrdne). Teplota, ve které se pracuje, má vliv na
dobu zpracování. V teple se tato doba zpracování zkracuje. V chladu
naopak prodlužuje a dokonce nemusí při nízké teplotě dojít k vytvrdnutí.
Obvykle se tato doba uvádí pro pokojovou teplotu. Při pokojové teplotě má
většina forem kaučuku dobu zpracování 15 až 30 minut. Do této doby musíte
materiál zamíchat a aplikovat. V některých případech může být žádoucí tuto
dobu změnit. K tomuto účelu existují zpomalovače (prodlužují tuto dobu) a
urychlovače (zkrátí tuto dobu).
Tip:
Předem si zjistěte, kolik času budete mít na
zamíchání a aplikaci. Při krátké době raději použijte stopky. Pokud nejste
opatrní, zůstane Vám nezpracovaný a už nepoužitelný materiál v míchací nádobě.
Tvrdoměr (durometer) – Durometr
měří tvrdost formy, která se pohybuje od měkké kůže 0A až k tvrdosti
pneumatiky 95A. Společně s tvrdostí jsou spojené i jiné vlastnosti jako
pevnost v roztržení, odolnost proti oděru, apod. Čím nižší je hodnota durometru, tím je forma
pružnější. A naopak, čím vyšší je hodnota durometru, tím je forma méně pružná.
Tip:
Co pro nás tvrdost materiálu znamená? Výběr
správné tvrdosti materiálu pro Vás závisí hlavně na dvou faktorech: 1) konfigurace
vašeho modelu a 2) co budete odlévat do výsledné formy. Model, který má záporné
úhly nebo mnoho úhlů (například parohy jelena) bude představovat problém při
vyjímání modelu i odlitku z formy. Pro model, jako je tento, budete potřebovat
vybrat měkký a pružný materiál (Shore 15A – 30A), který vám umožní sejmout
formu z celého modelu. Pokud má váš model několik záporných úhlů, můžete použít
tvrdší formy kaučuku (Shore 50A). Pokud je váš model poměrně jednoduchý a
chcete udělat výrobek z betonu, můžete použít velmi tvrdé materiály (Shore
80A), které mají dobrou odolnost proti oděru a delší životnost formy.
Viskozita (Viscosity) – Ukazuje,
jak dobře materiál teče (či neteče). Voda má viskozitu ve výši 1 cps.
Ukázka
různých materiálů a jejich viskozity:
|
Voda - 1 cps
|
|
Stolní olej – 500
cps
|
|
Motorový olej –
2500 cps
|
|
Med – 10.000 cps
|
|
Melasa – 100.000
cps
|
Tip: Co pro vás znamená viskozita při výběru
materiálu? Obecně platí, že čím vyšší viskozita, tím těžší je pro materiál
samovolné odplynění (bubliny vzniklé při míchání se z materiálu sami
neuvolní) bez použití vakuové nádoby. Většina silikonových kaučuků mají vysokou
viskozitu (od 20.000 cps do více než 150.000 cps) a odvákuování materiálu po
míchání se obvykle doporučuje. Na této spodní hranici 20.000 cps a dlouhé době
zpracování (bublinky mají čas dostat se ven z materiálu) není použití
vývěvy nutné. Nepoužijeme-li vývěvu, riskujeme, že dojde zachycení vzduchových
bubliny, které se odrazí ve vytvrzené formě. Polyuretanové kaučuky mají relativně
nízkou viskozitu (800 - 4500 cps) a vzduch se sám uvolní. Odvákuování tedy není
nutné.
ť už si vyberete jakýkoli produkt, vždy si přečtěte
technický list. Každý výrobek v něm má uvedeny důležité Informace o
používání tohoto konkrétního materiálu. Nejběžnější aplikace, technické
informace (míchací poměr, tvrdost, viskozita, pevnost v trhu, pevnost
v tahu, dobu zpracování, dobu odformování, vlivy na vytvrzení, atd.), a
mnohem více. Jsou zde také informace o bezpečnosti, obecné techniky na výrobu a
jak dostat co nejvíce z vašeho materiálu.
Obecný popis – Typ materiálu a důležité vlastnosti.
Technické parametry – Základní parametry, jejichž
znalost je potřebná pro správné použití (např. míchací poměr, doba zpracování,
doba vytvrzení, apod.). Další parametry popisující vlastnosti výsledné formy (např.
viskozita, specifická hmotnost, barva, tvrdost, pevnost v tahu, prodloužení
do natržení, odolnost proti roztržení, smrštění, apod.).
Práce s materiálem – Jak začít s materiálem
pracovat. Jak materiál použít.
Bezpečnostní pokyny – Ochranné pomůcky, apod.
Extra důležité informace – Výjimečné, neobvyklé, ne
úplně zřejmé věci.
Kompatibilita – Jaké jiné materiály je možno v kombinaci
použít či naopak nelze.
Přísady do materiálu – Použití např. urychlovačů,
pigmentu, plniv, apod.
Vytvrzení – Doba plného vytvrzení.
Uskladnění – Jak uskladňovat materiál (za jakých
teplot, vlhkosti, apod.).
Určitě si dejte pozor na následující body v seznamu.
Bezpečnost na prvním místě – Tyto
materiály jsou bezpečné, pokud jsou správně používány a postupuje se podle
pokynů.
Výroba forem a odlitků není pro děti
- Udržujte všechny materiály mimo dosah dětí.
Dobré větrání je nezbytné –
Používejte tyto produkty v dobře větraných prostorách. Nevdechujte výpary
z produktů, uvolňujících činidel, pečetidel, plniv, pryskyřic, sádry, atd.
Noste ochranné pomůcky – Používejte
ochranné pomůcky jako rukavice a dlouhé rukávy. Oblečení pomůže minimalizovat
kontakt materiálu s pokožkou. Pokud dojde ke kontaktu s pokožkou, omyjte ihned
vodou a mýdlem. Nevytvrzený kaučuk může být odstraněn z pracovních ploch
acetonem.
Chraňte životní prostředí – Postupujte
podle technického listu. Zbytky materiálů likvidujte podle uvedených pokynů. Sledujte
symboly na výrobku. Některé materiály mohou být škodlivé přírodě. Nevylévejte
je do kanalizačního odpadu ani do odpadkového koše. Nejlepší je materiály
použít podle uvedeného postupu v technickém listu (smíchat složky
dohromady).
Pozor na teplotu – Dílna a všechny
materiály (včetně vaší formy), by měly být uchovávány při pokojové teplotě (25
°C). V chladnějším prostředí vytvrzuje materiál delší dobu a v případě, že je
teplota příliš nízká (<10 °C) materiál nevytvrdne vůbec. Teplejší prostředí
zkrátí dobu zpracování.
Vlhkost by měla být snížena na minimum
– Vysoká vlhkost bude reagovat s polyuretanovým kaučukem. Díky tomu mohou
vzniknout ve formě bublinky.
Příprava pracovního prostředí – Pracovní
povrch by měl být přístupný z nejméně dvou stran, a měl by být na stejné úrovni
ve všech směrech. Chcete-li ochránit povrch před politím a skvrnami, zakryjte
desku stolu voskovým papírem nebo hnědým balicím papírem. Tyto materiály
způsobují skvrny na oblečení.
Neriskujte cenný model – Pokud si
nejste jisti kompatibilitou mezi formou (plničem pórů, separátorem, atd.) a povrchem
modelu, otestujte daný materiál na podobném povrchu před použitím na modelu.
V opačném případě nemusí forma v kontaktu s modelem vytvrdnout
nebo nemusí jít sejmout.
Dobře využijte svůj čas – Zatímco
čekáte na zaschnutí natřené vrstvy nebo separátoru můžete uklidit pracovní
prostor nebo provádět jiné úkoly. Nevytvrzený materiál může být odstraněn
z pracovní desky acetonem nebo alkoholem.
Važte a měřte pečlivě – Složky
materiálu odvažujte co nejpřesněji.
Více dílnou formu nezapomeňte separovat
– Jinak se obě poloviny slepí dohromady a budete blok muset řezat.
ež začnete, připravte si všechny potřebné materiály a
pomůcky. Jakmile máte rozmíchán materiál, je nejméně vhodná doba hledat další potřebné
věci. Šetřete tak čas a peníze.
·
Připravený
pracovní stůl
·
Model
(originál)
·
Podkladovou
desku pod model (např. sklo, plexisklo).
·
Dřevěné
nebo akrylové desky pro opěrné stěny formy (ohrádku).
·
Svorky
·
Váhy (v
případě míchacího poměru hmotnostně) nebo odměrku (v případě míchacího poměru
objemově)
·
Modelovací
hmota na utěsnění spár v ohrádce
·
Míchací
nádoby
·
Míchací
tyčinky
·
Uzavírač/plnič
pórů (je-li potřeba)
·
Separační
prostředek/separátor (je-li
potřeba)
·
Materiál
na výrobu formy
·
Ochranné
pomůcky
·
Čisticí
prostředky
ro ilustraci začneme s jednoduchým modelem s plochou zadní
stranou. Máme tak rozdělen proces tvorby formy do jeho základních prvků. Pokud
budete dělat vždy jen jeden krok a budete postupovat pečlivě podle pokynů, nemůžete
udělat chybu.
 Začněme s modelem – Jak bylo uvedeno
dříve, model může být vyroben prakticky z jakéhokoli materiálu: vosk, jíl, sádra,
kamen, beton, papír, kov, kost, textilie, atd. Náš model je jednoduchý
dekorativní kus z terakoty (pálené hlíny). Model měří 30 x 23 x 2,5 cm.
Začněme s modelem – Jak bylo uvedeno
dříve, model může být vyroben prakticky z jakéhokoli materiálu: vosk, jíl, sádra,
kamen, beton, papír, kov, kost, textilie, atd. Náš model je jednoduchý
dekorativní kus z terakoty (pálené hlíny). Model měří 30 x 23 x 2,5 cm.
Stavíme ohrádku – Účelem ohrádky je,
aby se zabránilo úniku tekutého materiálu kolem modelu. Ta materiál zadržuje,
dokud forma nevytvrdne. Velikost a tvar ohrady závisí na velikosti a tvaru
modelu. Pokud je váš model malý, ohrádka může být něco jednoduchého, jako krabička
 od sušenek, krabice od doutníku, kávy, dortu, apod.
Jestliže je model velký nebo nepravidelného tvaru, budete si muset postavit vlastní
ochranný box.
od sušenek, krabice od doutníku, kávy, dortu, apod.
Jestliže je model velký nebo nepravidelného tvaru, budete si muset postavit vlastní
ochranný box.
Jako podložku pod model použijeme plexisklo, které by mělo
být alespoň dvakrát větší než model. Podložka by měla být na rovině. Vycentrujte
model doprostřed. Můžeme použít i např. dřevo, ale z plexiskla se forma
snadno sejme. Nařezané kousky plexiskla sestavíme kolem modelu a pevně
zajistíme svorkami. Tím získáme opěrné zdi.
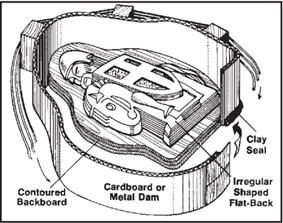 Všimněte si, že existuje prostor obklopující model (minimálně
1 – 1,5 cm ve všech směrech, včetně nahoru od nejvyššího bodu modelu). Tento
prostor mezi modelem a stěnami ohrádky definuje tloušťku stěny hotové formy.
Všimněte si, že existuje prostor obklopující model (minimálně
1 – 1,5 cm ve všech směrech, včetně nahoru od nejvyššího bodu modelu). Tento
prostor mezi modelem a stěnami ohrádky definuje tloušťku stěny hotové formy.
Pro formování nepravidelného tvaru formy můžete stěny
ohrádky udělat z tenkého plechu, lina nebo kartonu. Spojte ohrádku např.
páskou.
 Zajištění modelu – Zajistěte model
k podkladové desce pomocí silikonového těsnění, tavné pistole, lepidla
nebo modelovací hmoty. V našem případě vyválíme z modelovací hmoty
tenké válečky a přitiskneme je na zadní stranu kolem obvodu modelu. Poté
umístíme model do středu ohrádky a pevně přitiskneme k podkladu ve všech
směrech. Tím srovnáme modelovací hmotu a vytváříme těsnění pod modelem,
aby se zabránilo úniku silikonu pod model. Můžete model také přišroubovat k základní
desce, ale poškodíte si tím model.
Zajištění modelu – Zajistěte model
k podkladové desce pomocí silikonového těsnění, tavné pistole, lepidla
nebo modelovací hmoty. V našem případě vyválíme z modelovací hmoty
tenké válečky a přitiskneme je na zadní stranu kolem obvodu modelu. Poté
umístíme model do středu ohrádky a pevně přitiskneme k podkladu ve všech
směrech. Tím srovnáme modelovací hmotu a vytváříme těsnění pod modelem,
aby se zabránilo úniku silikonu pod model. Můžete model také přišroubovat k základní
desce, ale poškodíte si tím model.
 Utěsnění spár – Chcete-li zabránit
materiálu v úniku spárami v ohrádce nebo pod ní, je třeba všechny
spoje utěsnit. Můžete použít těsnící silikon, tavnou pistoli, lepidlo nebo
modelovací hmotu. Při použití silikonového kaučuku netěsněte spáry silikonem
(přilepil by se k výsledné formě). Místo toho použijte raději modelovací
hmotu. Udělejte si tenký proužek a vtiskněte ho do spáry (horizontálních i
vertikálních, kdekoli může materiál protéci).
Utěsnění spár – Chcete-li zabránit
materiálu v úniku spárami v ohrádce nebo pod ní, je třeba všechny
spoje utěsnit. Můžete použít těsnící silikon, tavnou pistoli, lepidlo nebo
modelovací hmotu. Při použití silikonového kaučuku netěsněte spáry silikonem
(přilepil by se k výsledné formě). Místo toho použijte raději modelovací
hmotu. Udělejte si tenký proužek a vtiskněte ho do spáry (horizontálních i
vertikálních, kdekoli může materiál protéci).
 Aplikace plniče pórů – Modely z porézních
materiálů (omítka, kámen, beton, dřevo, atd.) vyžadují zaplnění (utěsnění,
uzavření) povrchových pórů. Modelovací hmoty na bázi vody nebo s příměsí
síry (existují silikony, kterým síra brání ve vytvrzení ale i také, které se
sírou nereagují), musí být takto také “uzavřeny”. Vhodné uzavírače pórů jsou např.
šelak, voskové pasty, vazelíny. Např. Smooth-on
Superseal je uzavírač pórů, který nereaguje s modelem a může být odstraněn
teplou vodou.
Aplikace plniče pórů – Modely z porézních
materiálů (omítka, kámen, beton, dřevo, atd.) vyžadují zaplnění (utěsnění,
uzavření) povrchových pórů. Modelovací hmoty na bázi vody nebo s příměsí
síry (existují silikony, kterým síra brání ve vytvrzení ale i také, které se
sírou nereagují), musí být takto také “uzavřeny”. Vhodné uzavírače pórů jsou např.
šelak, voskové pasty, vazelíny. Např. Smooth-on
Superseal je uzavírač pórů, který nereaguje s modelem a může být odstraněn
teplou vodou.
Poznámka: Pokud používáte silikonový kaučuk,
nepoužívejte šelak k utěsnění modelu. Použijte Superseal, vazelínu nebo akrylový
sprej.
Aplikace separátoru – Po uzavření
povrchu modelu, použijte separátor. Ten umožní bezproblémové vyjmutí modelu
z hotové formy. Použijte separátor speciálně vyrobený pro výrobu forem a
odlitků. Při použití nesprávného separátoru se může stát, že se model
k formě přilepí a vy už ho nesundáte. Nebo se může stát, že forma
nevytvrdne. Proto si raději vždy udělejte malou zkoušku. Existuje velká škála
možných materiálů a může se stát, že vznikne chemická reakce, která zabrání
vytvrzení formy na povrchu kolem modelu. Není pak snadné model vyčistit a jeho
povrch může být narušen. Separace modelu od formy je potřeba hlavně u
polyuretanového kaučuku. Silikonový kaučuk je samoseparační (model se
k silikonu nepřilepí).
Nevhodné
separátory: rostlinné
oleje, minerální oleje, motorové oleje, mazací spreje (WD40).
Doporučené separátory: Ease Release 200, Universal Mold
Release (UTS).
Separátory jsou jak ve spreji (nasprejujete), tak v kapalině
(nanášení štětcem nebo stříkané rozprašovačem).
Poznámka: Používáte-li na formu silikon (např.
CHN-KS), nepoužívejte separátor na bázi silikonu.
Pokud chcete separovat silikon od silikonu (při vícedílné formě), použijte
např. separátor Ease Release 200.
Správná aplikace separátoru
Upozornění: Nesprávný postupu aplikace separátoru bude mít za následek
přilepení modelu k formě.
 Správný způsob, jak aplikovat separátor je:
Správný způsob, jak aplikovat separátor je:
1) Naneste tenkou vrstvu separátoru ve spreji na celý povrch
modelu a okolí formy (jakýkoli povrch, který přijde do kontakt s formou).
Nepřežeňte to.
2) Používejte čistý štětec a natřete povrch modelu a okolí.
Ujistěte se, že u složitých detailů, záporných úhlů a těžko přístupných místech
je vše důkladně natřeno.
3) Naneste další vrstvu sprejem a nechte uschnout po dobu 10
minut.
Upozornění: Nenamáčejte svůj model v separátoru. Mohou tak kolem modelu
vzniknout malé bublinky, které se otisknout do pracovní části formy. Tyto
bublinky ve formě budou kopírovány i na výsledný odlitek. To je nežádoucí.
Jakmile jste aplikovali plnič pórů a separátor, model je
připraven. Dalším krokem je měření, míchání a nalití formovacího materiálu na
model.
Odměření materiálu na formu
 Jak bylo uvedeno výše, některé materiály vyžadují přesné
vážení složek (A + B). Patří mezi ně většina silikonů, polysulfidy a kaučuky.
Pokud používáte materiál, který vyžaduje vážení, použijte váhu s přesností
na gramy.
Jak bylo uvedeno výše, některé materiály vyžadují přesné
vážení složek (A + B). Patří mezi ně většina silikonů, polysulfidy a kaučuky.
Pokud používáte materiál, který vyžaduje vážení, použijte váhu s přesností
na gramy.
 Pokud
používáte materiál s míchacím poměrem podle objemu, snažte se být tak
přesní, jak jen to jde.
Pokud
používáte materiál s míchacím poměrem podle objemu, snažte se být tak
přesní, jak jen to jde.
Důležité upozornění: Pokud je doporučeno, musíte nejprve promíchat složku A a/nebo
složku B před dávkováním do míchací nádoby. Pokud tak neučiníte, můžete způsobit
nesprávné vytvrzení. Některé složky časem tzv. “sednou” ke dnu. Přečtěte si
technický list materiálu.
Při míchacím poměru 1A:1B naplňte celou měřící nádobu
složkou A a přelijte ji do míchací nádoby. Stejný postup aplikujte na složku B.
Tip: Chcete zjistit, kolik materiálu potřebujete na výrobu formy? Do
ohrádky můžete nasypat např. písek a celou ji zaplnit jako byste vytvářeli
formu. Pak písek nasypte do odměrky a zjistíte potřebný objem materiálu. Specifická hmotnost je u většiny
materiálů blízko 1, takže 1 litr odpovídá přibližně 1 kg materiálu.
Smíchání materiálu

 Jedním z nejčastějších důvodů proč forma nevytvrdne
správně, je nesprávné míchání. Je naprosto nezbytné, abyste získávali a rozvíjeli
dobrou míchací techniku.
Jedním z nejčastějších důvodů proč forma nevytvrdne
správně, je nesprávné míchání. Je naprosto nezbytné, abyste získávali a rozvíjeli
dobrou míchací techniku.
Míchejte složky A + B po dobu nejméně tří minut. Pokud mícháte
materiál poprvé, použijte hodiny nebo stopky pro sledování času.
·
Buďte důkladní, ne rychlí! Většina materiálů má dobu zpracování
takovou, že poskytuje dostatek času na zamíchání i aplikaci.
·
Nepoužívejte šlehač nebo vrtačku na míchání materiálu nebo si
vytvoříte v materiálu bublinky, které pak mohou zůstat na povrchu hotového
formy.
·
Míchejte pomalu a ujistěte se, že jste několikrát seškrábli
materiál ze stran a dolní části míchací nádoby.
Tip: Když si myslíte, že
jste vše promíchali dostatečně, zamíchejte vše znovu. Jen pro jistotu.
Vakuování materiálu
Poznámka: Jak bylo uvedeno výše, polyuretanové kaučuky mají obecně nízkou
viskozitu a bubliny brzy samy zmizí. Po smíchání silikonových kaučuků, které
mají vysokou viskozitu, byste měli umístit míchací nádoby do vakuové komory a
odstranit vzduchové bubliny.
Jakmile je materiál uvnitř komory, umístěte víko nad
vakuovou komoru a připojte vývěvu. Zapněte vývěvu. Všechen vzduch v komoře
(včetně vzduchu, který je zachycený vysokou viskozitou v materiálu) je
odstraněn z materiálu asi po třech minutách. Protože je vzduch vysáván
z materiálu, stoupá a zvětšuje několikanásobně svoji velikost. Jakmile je
odstraněn vzduch, materiál se vrací zpět do svého počátečního objemu a je
připraven k nalití do formy prakticky bez bublin.
Pokud se chcete zbavit bublin, tak vakuování je jedním ze
způsobů. Druhá možnost je technika, kdy se forma
po zalití modelu vloží do tlakové nádoby a vystaví působení tlaku. Což je opak
odvakuování, kdy vzniká podtlak.
 Lití materiálu do ohrádky
Lití materiálu do ohrádky
Po důkladném promíchání nastal čas na nalití materiálu na
model. Nevylévejte směs přímo na model, protože se tak může zachytit vzduch.
Místo toho, najděte nejnižší bod ve formě a lijte směs v tomto bodě pomalou,
konstantní rychlostí. Nechte materiál stoupat nahoru a přes model. To vytlačí
vzduch z nejnižšího bodu a minimalizuje zachycení vzduchu.
Můžete si všimnout malých
vzduchových bublin stoupajících na povrch. Ty můžete následně odstranit
přejetím nad povrchem zdrojem tepla (např. vysoušečem vlasů).
 Vytvrzení formy
Vytvrzení formy
Další krok je snadný,
nechte formu vytvrdnout do pevného stavu přes noc v pokojové teplotě (25 °C).
Urychlení vytvrzení
Jsou dvě možnosti jak
urychlit vytvrzení formy.
1) Existují
speciální urychlovače, které dokážou zkrátit dobu vytvrzení z např. 16 hodin
na jednu hodinu. Přečtěte si pozorně technický list. V něm je mimo jiné
napsáno, do které složky se urychlovač přidává. Fyzikální vlastnosti výsledné
formy mohou být jiné než bez urychlovače.
2) Další
možností je zvýšení teploty. Vyšší teplota způsobí, že forma tvrdne rychleji. Poté,
co forma “zželatinuje“ (cca jedna hodina), umístěte formu do trouby a při 66 °C
nechte tvrdnout čtyři hodiny. Poté nechte vychladnout formu po dobu jedné
hodiny. Pozor: nepoužívejte kuchyňskou troubu (můžete si ji zašpinit).
 Odformování
Odformování
Jakmile forma vytvrdne, můžeme model (originál) vyjmout
z vytvrzené formy. Odstraňte ohrádku a modelínu ze stran formy.
 Jestliže šlo všechno v pořádku, pak lze model snadno
vyjmout z formy. Forma okopírovala všechny i nejmenší detaily (sejme i
otisky prstů) z originálu.
Jestliže šlo všechno v pořádku, pak lze model snadno
vyjmout z formy. Forma okopírovala všechny i nejmenší detaily (sejme i
otisky prstů) z originálu.
Možnost: Dodatečné vytvrzení (post cure)
formy pro lepší výsledky. Ačkoli to není nutné, toto dodatečné vytvrzení formy
zvyšuje fyzikální vlastnosti a výsledky. Umístěte formu do trouby o teplotě cca
65 °C na 4-6 hodin. Poté nechte vychladnout na pokojovou teplotu. Více se
dočtete v technickém listu.
oje forma nevytvrdla! – Nejčastější signál, že se něco
nepovedlo. Co s tím? Co se asi pokazilo?
1. Forma nevytvrdla
a. Špatný míchací poměr
– Například míchací poměr je 2A:1B objemově a vy jste pracovali s poměrem
1A:1B. Někdy Vám může napovědět balení, ve kterém jste materiál obdrželi. Pokud
dostanete 1kg složky A a 100g složky B, pak míchací poměr nejspíše nebude 1A:2B
ani 1A:1B, ale mohl by být např. 10A:1B. Vždy se podívejte do technického
listu.
b. Záměna složek – Po
odměření složky B se vezme znovu složka B a odměří se. Následně se obě složky B
smíchají. Ale bez přítomnosti složky A materiál nevytvrdne. Začněte vždy
odměřením složky A, a pak teprve složkou B. Postup nikdy neměňte a nemůžete se
tak splést.
c. Nepoužili jste dostatečně přesnou
váhu – Například jste použili osobní váhu místo váhy
s přesností na gramy.
d. Teplota místnosti je příliš nízká
– Například jste zalili formu večer venku a v noci příliš klesla teplota.
2. Forma vytvrdla jen částečně
a. Špatně zamíchaný materiál
b. Nepřesně stanovený poměr složek A +
B nebo záměna míchacího poměru z váhového na hmotnostní
(nebo naopak).
c. Špatně promíchané složky před
smícháním – Některé složky tzv. “sedají”. Musí se proto vždy
před odebráním části materiálu důkladně promíchat, aby se promíchala těžší
složka u dna s lehčí složkou nahoře. Toto bude napsáno v technickém listě.
d. Model nebyl dostatečně připraven
– nebyl např. uzavřen plničem pórů či separován.
e. Neprovedli jste si malou zkoušku u
nových materiálů – Pokud nemáte zkušenosti s materiálem na
formu v kombinaci s materiálem, z něhož je vyroben model,
udělejte si raději zkoušku. Je možné, že chemická reakce zabrání vytvrzení
formy kolem modelu.
3. Model nejde vyjmout z formy
a. Model nebyl dostatečně uzavřen
– Použili jste nevhodný uzavírač pórů nebo jste ho neaplikovali dostatečně.
b. Model nebyl dostatečně odseparován
– Použili jste nevhodný separátor nebo jste ho aplikovali nedostatečně nebo
jste ho neaplikovali předepsaným způsobem.
4.
Elá tato brožura může být shrnuta do následujícího seznamu
relativně jednoduchých úkonů. Po prvním pokusu a následném zdokonalení bude
tvorba forem jako pečení chleba. A to, pokud máte recept, už nezapomenete.
·
Začněte výběrem pro Vás vhodného materiálu na formu.
·
Přečtěte si technický list materiálu.
·
Připravte si pracovní prostředí a ochranné pomůcky.
·
Připravte si model.
·
Aplikujte uzavírač pórů (je-li třeba).
·
Aplikujte separátor (je-li třeba).
·
Stanovte si rozměry ohrádky a tím i tloušťku výsledné formy.
·
Vyrobte si ohrádku.
·
Zajistěte ohrádku před únikem materiálu.
·
Zajistěte pevně model v ohrádce.
·
Promíchejte jednotlivé složky před odlitím (je-li
třeba).
·
Odměřte jednotlivé složky materiálu.
·
Přidejte plniva, přísady, pigmenty, apod.
·
Zamíchejte pečlivě materiál. Pozor na uvíznutí vzduchových
bublin.
·
Proveďte odplynění (je-li třeba).
·
Nalijte materiál do ohrádky tenkým plynulým proudem.
·
Ukliďte si pracovní prostor.
·
Nechte vytvrdnout.
·
Vyjměte model z formy.
·
Očistěte model.
·
Očistěte formu.
·
Máte hotovou formu pro nalití odlitku.
oufám, že jsme Vám problematiku kolem výroby forem
osvětlili. Pokud se díky tomuto eBooku vrhnete na výrobu, nebyla práce na něm
zbytečná.
Pokud jste dočetli až sem, tak gratuluji. Můžete se pustit
do prvního pokusu. Budeme rádi, pokud nám napíšete na náš email zpětnou vazbu.
Pomůžete tak svými příspěvky vylepšit tento eBook pro ostatní čtenáře.
Pokud při čtení tohoto eBooku narazíte na něco, co Vám
nebude jasné, nebo se budete chtít na něco zeptat, neváhejte mi napsat. Budu
rád i za to, když mi napíšete, jak se Vám eBook líbil a v čem Vám pomohl.
Email: info@levneSilikony.cz
Připravujeme další eBook
okud bude zájem, uvažujeme
o dalších návodech jako např.:
·
výroba odlitků
·
výroba vícedílných forem
·
výroba forem natíráním materiálu na model
Jestli máte i jiné nápady, napište nám a pokusíme se udělat
maximum.
doba zpracování [pot life] – jak
dlouho můžete s materiálem pracovat
doba vytvrzení [cure time]
– za jak dlouho je forma vytvrzená
durometr [durometer] –
přístroj určující tvrdost materiálu
míchací poměr [mix ration]
– poměr mezi složkou A a složkou B.
odformování [demold] – vyjmutí
modelu z formy
odvakuování [vacuuming] –
proces odstranění uvíznutých bublin ze směsi
směšovací poměr – viz
míchací poměr
viskozita [viscosity] –
tekutost směsi
accelerate – urychlování
cast –
odlitek
clamps – svorky
color - barva
cure – vytvrzování
cure time – doba odformování
demold – odformování
elongation at Break – prodloužení do roztržení
hardness – tvrdost
modeling clay – modelovací hmota
mixing containers – míchací nádoba
mix ratio – míchací poměr
mold –
forma
mold rubber –
kaučuk
na formu
original model – model
platinum-cure – platinový katalyzátor
(adiční typ silikonu)
pot life – doba zpracování
pouring – zalévání
polysulfide
rubbers –
polysulfidový
kaučuk
release agent – separátor
rubber –
kaučuk
safety – bezpečnost
sealing agent – uzavírač/plnič pórů
scale – váha
silicone rubbers –
silikonové
kaučuky
shrinkage – smrštění
specific volume – specifická hmotnost
stirring
sticks – míchací tyčinky
tensile Strength – pevnost v tahu
tin-cure – cínový katalyzátor
(kondenzační typ silikonu)
volume – objem
weight – váha, hmotnost
V knize jsou použity
fotografie a informace z materiálu firmy Smooth-On, Inc. How To make Molds
and casting.
Kopírování částí tohoto eBooku
je možné pouze s autorovým souhlasem a s uvedením zdroje. Pokud
chcete využít části tohoto textu do rozsahu půl strany,
pak můžete. Budeme rádi, pokud uvedete zdroj.

