---
Obsah
Co je to vlastnģ forma?. 5
Na co se forma pouķvį?. 6
Młete vytvoųit formu témģų
veho - opravdu! 6
Materiįly na vżrobu forem.. 7
Vżroba pų. n. l. 7
Vżroba dnes. 7
Latexové kaučuky (latex) 8
Polysulfidové kaučuky (polysulfidy) 9
Silikonové kaučuky (silikony) 10
Polyuretanové kaučuky (kaučuky) 11
Co je dvouslokovż kaučuk?. 12
Dłleité pojmy. 13
Mķchacķ pomģr (Mix Ratio) 13
Doba zpracovįnķ (pot life) 14
Tvrdomģr (durometer) 14
Viskozita (Viscosity) 15
Vdy si dłkladnģ pųečtģte technickż
list 16
Co skrżvį technickż list?. 16
Na co si dįt pozor. 17
Bezpečnost na prvnķm mķstģ. 17
Vżroba forem a odlitkł nenķ pro dģti 17
Dobré vģtrįnķ je nezbytné. 17
Noste ochranné pomłcky. 17
Chraņte ivotnķ prostųedķ 17
Pozor na teplotu. 17
Vlhkost by mģla bżt snķena na
minimum.. 17
Pųķprava pracovnķho prostųedķ 17
Neriskujte cennż model 18
Dobųe vyuijte svłj čas. 18
Vate a mģųte pečlivģ. 18
Vķce dķlnou formu nezapomeņte
separovat 18
Vģci potųebné pro vżrobu formy. 19
Tvorba jednodķlné formy
s plochou zadnķ stranou. 20
Začnģme s modelem.. 20
Stavķme ohrįdku. 20
Zajitģnķ modelu. 21
Utģsnģnķ spįr. 21
Aplikace plniče pórł. 21
Aplikace separįtoru. 21
Sprįvnį aplikace separįtoru. 22
Odmģųenķ materiįlu na formu. 22
Smķchįnķ materiįlu. 23
Vakuovįnķ materiįlu. 23
Litķ materiįlu do ohrįdky. 24
Vytvrzenķ formy. 24
Urychlenķ vytvrzenķ 24
Odformovįnķ 25
Nejčastģjķ chyby pųi tvorbģ formy. 26
Shrnutķ 27
Zįvģr. 28
Pųipravujeme dalķ eBook. 28
Slovnķček pojmł. 29
Anglické vżrazy. 30
 ednodue ųečeno, forma je negativnķ otisk pųevzatż z
pozitivnķho modelu (podobnģ jako negativ z fotografie). Vaķm cķlem pųi vżrobģ
formy je reprodukovat originįlnķ model (jako pųesnou kopii originįlu) do co
nejmenķch detailł. Forma by mģla zachytit kadż detail, texturu, rozmģr atd. z
originįlu.
ednodue ųečeno, forma je negativnķ otisk pųevzatż z
pozitivnķho modelu (podobnģ jako negativ z fotografie). Vaķm cķlem pųi vżrobģ
formy je reprodukovat originįlnķ model (jako pųesnou kopii originįlu) do co
nejmenķch detailł. Forma by mģla zachytit kadż detail, texturu, rozmģr atd. z
originįlu.
Naķm cķlem je vytvoųit formu
·
rychle,
·
s minimem potķķ,

u si jste či nejste vģdomi, formy se dotżkaly vģtiny
vģcķ z naeho kadodennķho ivota a jsou pouity pro nekonečné palety aplikacķ.
Je a neuvģųitelné, jak moc jsme obklopeni vżrobky vytaenżmi z forem.
Formy jsou pouity k vytvoųenķ jķdla (napų. vzorł dezertł,
marcipįnł), pro reprodukci soch. Fosilnķ hledači, muzea a preparįtoųi vytvįųejķ
formy fosķliķ, aligįtorł, ryb, atd. Na vżrobu svķček se také pouķvajķ formy,
aby se vyrobilo nekonečné mnostvķ svķček. Tvłrci speciįlnķch efektł, které
udģlajķ z filmu velkolepé dķlo, potųebujķ rłzné rekvizity, masky, apod. V
prłmyslu se vyuķvajķ formy na vżrobu bot, které nosķte, pųķstrojové desky i
pneumatiky v autģ, ve kterém jedete, įlky, ze kterżch pijete, telefon,
kterż pouķvįte, dekorativnķ odlitky, které zdobķ domy i betonové panely
pouité na vżstavbu budov, protihlukovżch stģn, atd.
u mįte zįjem o reprodukci tvarované postavy, staroitného
rįmu obrazu, prłmyslového vzoru, architektonického prvku, fosķlie, zvķųecķ
kłe, struktury kusu tkaniny nebo napų. hračku, začnete tķm, e si vyrobķte
formu.
A u chcete jeden nebo tisķc reprodukcķ originįlu, młete
to udģlat pomocķ formy. A je ji płvodnķ model vyroben z hlķny, vosku, sįdry,
pķsku, betonu, kamene, kovu, kostķ nebo témģų vech druhł materiįlł, zhotovenķ
formy umoņuje model reprodukovat. Na pouitém materiįlu zįvisķ fyzikįlnķ vlastnosti
vżsledné formy.
 Vżroba pų. n. l.
Vżroba pų. n. l.
idé vyrįbģli formy po tisķce let ji od starovģkého Egypta a
Čķny. V prłbģhu let se pouķvala k vżrobģ forem ųada materiįlł včetnģ pķsku,
vosku, lepidla, ivočiného tuku, sįdry, alginįtu, kovu, plastu, opakovanģ
pouitelného vinylu, elatiny a dalķ.
nenķ vżrobci forem stįle pouķvajķ rłzné materiįly, ale
vģtina k vżrobģ pouķvį jeden ze čtyų prunżch kaučukł (kaučukł je jinak velkį
ųada). Kaučuk je polymernķ
materiįl pųķrodnķho nebo syntetického płvodu, vyznačujķcķ se
velkou prunostķ,
tedy schopnostķ se śčinkem vnģjķ sķly vżraznģ deformovat a poté opģt zaujmout
płvodnķ tvar. Je to tedy tzv. elastomer. Pouķvajķ se
hlavnģ z nįsledujķcķch dłvodł:
·
 Vģrnģ reprodukujķ jemné detaily.
Vģrnģ reprodukujķ jemné detaily.
·
Prunost umoņuje snadné vyjmutķ modelu i odlitku.
·
Obecnģ majķ formy dlouhou ivotnost, co umoņuje mnoho
reprodukcķ.
·
Protoe obecnģ vydrķ mnoho reprodukčnķch cyklł, co sniuje
nįklady na vżrobu.
·
Studené vytvrzovįnķ za pokojovżch teplot.
·
Kaučuky vżbornģ zatékajķ a nemajķ adhezi k vģtinģ materiįlł,
proto se pouķvajķ pro zalévįnķ a k vżrobģ prunżch forem na odlévįnķ.
Tyto materiįly jsou latex, polysulfidy, polyuretany a
silikony. V nįsledujķcķch odstavcķch si pųedstavķme tyto materiįly a uvedeme
vżhody a nevżhody kadého z nich.
atex je pųķrodnķ kaučuk extrahovanż z kaučukovnķkł vyskytujķcķ
se pųedevķm v jihovżchodnķ Asii. Aby se dal latex pouķt jako materiįl k vżrobģ
formy, surovż kaučuk je obvykle zpracovįn se čpavkem a vodou. Latex je témģų
vdy natķranż na modelu (nezalévį se model).
Vżhody
Latex je jednoslokovż (nenķ tųeba nic vįit ani mķchat)
materiįl, pųipraven k pouitķ pųķmo. Velkou vżhodou je, e je relativnģ levnż.
Latex je prunż a formy jsou obecnģ tenkostģnné, pevné s dobrou odolnostķ proti
odģru. Vzhledem ke své vysoké elasticitģ, se forma sejme z modelu jako
rukavice. Latexovį forma si udrķ svłj tvar i poté, co byla opakovanģ srolovįna
a obrįcena naruby. Kvłli této vlastnosti a odolnost proti odģru, se latex bģnģ
pouķvį pro vżrobu tzv. "rukavicovżch forem".
Nevżhody
Obecnģ pro Low-cost (levné) produkty. Smrtģnķ v ųįdu 10
a 20% v zįvislosti na vżrobku. Tvorba formy z latexu je pomalį a časovģ
nįročnį. Forma z latexu młe vyadovat a 20 nįtģrł. Co pųi schnutķ jedné
vrstvy 4 hodiny chvķli potrvį. Čas na vżrobu natķrané formy z latexu młe trvat
deset i vķce dnł. Mnoho vżrobkł z latexu je cķtit po čpavku (nicménģ, existujķ
i vżrobky s niķm smrtģnķm a bez zįpachu). Latexové formy jsou obecnģ
nevhodné pro odlévįnķ pryskyųic.
Napų.: materiįl Revultex
z e-Shopu www.levneSilikony.cz, cena od 186,- bez DPH
(http://levnesilikony.cz/index.php?section=forma&material=latexls&flag=cz)
olysulfidovż kaučuk [polysulfide rubber] je dvouslokovż systém (bįze
A + tvrdidlo B), kterż byl oblķbenż na vżrobu forem v bronzovżch slévįrnįch po
celém svģtģ (pro litķ vosku). Jsou k dispozici pro vżrobu forem zalévįnķm
modelu i pro natķrįnķ tģtcem. U nįs se nikdy
nerozķųily, pųedstavujķ vak nejstarķ skupinu elastomerł, znįmou od roku
1954.
Vżhody
Polysulfidové formy jsou velmi mģkké, elastické a dlouho
vydrķ (nģkteré formy jsou v produkci pųes 40 let), a jsou dobré pro vżrobu
forem se zįpornżmi a velmi jemnżmi detaily. Na rozdķl od jinżch forem kaučukł,
polysulfidovż kaučuk nereaguje se sķru nebo modelķnami na bįzi vody. Pųķprava
modelu je minimįlnķ. Po vytvrzenķ jsou polysulfidové formy vhodné pro litķ
vosku (metoda ztraceného vosku) a sįdrové omķtky.
Nevżhody
Nejčastģjķ polysulfidové kaučuky s olovģnżmi vytvrzujķcķmi
činidly majķ nepųķjemnż zįpach. Novģ vyrobené polysulfidové formy mohou
znečistit model. Polysulfidy majķ patnou odolnost proti odģru (nenķ tedy
vhodnż pro odlitky betonu), a nejsou vhodné pro odlitky pryskyųic. Polysulfidy
(sloky A + B), musķ bżt pųesnģ odmģųovįny podle hmotnosti (vyadovįna vįha)
nebo nemusķ dojķt ke sprįvnému vytvrzenķ. Jsou stųednģ drahé; draķ ne latex,
ale levnģjķ ne silikony.
Napų.: materiįl FMC od firmy Smooth-On,
Inc.
(http://www.smooth-on.com/Polysulfide-Rubber/c1310_1305/index.html)
ilikonové kaučuky [silicone
rubber] jsou dvouslokové systémy (bįze A + katalyzįtor B). K dispozici
je rozmezķ tvrdostķ od velmi mģkkżch a po stųednģ tvrdé. Silikony mohou bżt vytvrzovįny
katalyzįtorem na bįzi platiny (adičnķ typ) nebo cķnovżm katalyzįtorem
(kondenzačnķ typ). Jsou k dispozici pro vżrobu forem litķm, natķrįnķm,
stųķkįnķm a majķ nģkteré vynikajķcķ vlastnosti jako įdnį jinį forma kaučuku.
Vżhody
Silikonovż kaučuk mį nejlepķ vlastnosti co se tżče vyjmutķ
modelu nebo odlitku, co je zvlįtģ vżhodné, kdy dģlįte vżrobu odlévįnķm
pryskyųice (polyuretany, polyestery a epoxidy). Nenķ nutnį įdnį separace,
take nenķ nutné po vżrobģ čistit formu. Silikony také vykazujķ velmi dobrou
chemickou odolnost a odolnost vłči vysokżm teplotįm (205 ° C a vyķ). Vysokį
teplotnķ odolnost formy umoņuje odlévat nķzkotavitelné kovy a slitiny (tj.
cķn, olovo, woodłv kov, apod.). Kombinace dobré vlastnosti separace, chemickį
odolnost a tepelnį odolnost dģlį ze silikonu nejlepķ volbu pro odlévįnķ
pryskyųic.
Nevżhody
Silikonové kaučuky jsou obecnģ draķ (zejména adičnķ). Mohou
bżt také citlivé na rłzné sloky v modelu (napųķklad na modelovacķ hmoty s
obsahem sķry), které mohou zabrįnit silikonu ve vytvrzenķ. Silikonové kaučuky
jsou obvykle hustģjķ (majķ vyķ viskozitu) ne polyuretanové kaučuky. Pro
zlepenķ vżsledkł je mono pouķt odplynģnķ vakuovou komorou, aby se
minimalizovalo vzniku bublin ve formģ. Pųi kombinaci delķ doby zpracovįnķ a
niķ viskozity, majķ vzduchové bubliny dostatek času na uniknutķ z formy.
Silikonové sloky (A + B) musķ bżt smķchįny pųesnģ podle hmotnosti (vyadovįna
vįha) nebo nemusķ dojķt ke sprįvnému vytvrzenķ. Kondenzačnķ silikony majķ po
vytvrzenķ malé smrtģnķ. Adičnķ nemajķ témģų įdné smrtģnķ. Vķce se dozvķte
v technickém listu u konkrétnķho materiįlu. Silikony majķ menķ ivotnosti
oproti polyuretanovżm kaučukłm.
Napų.:
kondenzačnķ typ materiįl CHN-KS z e-Shopu
www.levneSilikony.cz, cena od 235,- bez DPH
(http://levnesilikony.cz/index.php?section=forma&material=chk1&flag=cz)
adičnķ typ materiįl Smooth-Sil z e-Shopu
www.silikonyCz.cz, cena od 866,- bez DPH (http://silikonycz.cz/index.php?section=silikony&material=smooth-sil_serie_a-silikon&flag=cz)
olyuretanové kaučuky [polyurethane
rubber] jsou dvouslokové systémy (bįze A + tvrdidlo B), které pokrżvajķ
irokou kįlu aplikacķ pųi relativnģ nķzkżch nįkladech. Formu je moné vytvoųit
litķm, natķrįnķm nebo nastųķkįnķm na model.
Vżhody
Polyuretanové kaučuky se snadno pouķvajķ, protoe
vģtinou majķ mķchacķ pomģr 1A:1B, tj. nepotųebujete vįhu. Jsou k dispozici v
irokém rozsahu tvrdosti od gelovité a po tvrdķ ne jsou pneumatiky auta. Majķ
relativnģ nķzkou viskozitu a sami se odvįkuujķ (nenķ tųeba vakuové nįdoby). Dįle
majķ dobrou odolnost proti odģru, a jsou tedy pouķvįny na odlitky abrazivnķch
materiįlł jako beton. Jsou levnģjķ ne adičnķ silikony a polysulfidy.
Nevżhody
Jestli silikonovż kaučuk mį ty nejlepķ separačnķ
vlastnosti, tak tento typ kaučuku mį ty nejhorķ (bude dret ve). Dłkladnį
pųķprava modelu (budeme pokrżvat toto téma pozdģji) mį zįsadnķ vliv na śspģnou
vżrobu formy. Materiįl je citlivż na vlhkost. Pųi vystavenķ vlhkosti (pųi
vżrobģ forem napų. venku ve vlhkém dni) mohou vzniknout bubliny. Mį omezenou
dobu pouitelnosti materiįlu po otevųenķ balenķ. Zbżvajķcķ produkt młe bżt
ovlivnģn okolnķ vlhkostķ ve vzduchu.
Napų.:
materiįl PMC od firmy Smooth-On, Inc, cena od 608,- bez
DPH
. (http://silikonycz.cz/index.php?section=kaucuky&material=pmc_serie&flag=cz)
 olyuretanovż kaučuk, polysulfidovż kaučuk i silikonovż
kaučuk jsou vechno dvouslokové materiįly, které se sklįdajķ ze dvou čįstķ A +
B. Obvykle bżvajķ barevnģ rozliené, aby nedolo k zįmģnģ. Kaučuky jsou tekuté
smģsi, které pųidįnķm katalyzįtoru vytvįųķ houevnatou, prunou pry odolnou
proti roztrenķ.
olyuretanovż kaučuk, polysulfidovż kaučuk i silikonovż
kaučuk jsou vechno dvouslokové materiįly, které se sklįdajķ ze dvou čįstķ A +
B. Obvykle bżvajķ barevnģ rozliené, aby nedolo k zįmģnģ. Kaučuky jsou tekuté
smģsi, které pųidįnķm katalyzįtoru vytvįųķ houevnatou, prunou pry odolnou
proti roztrenķ.
Sloka A se smķsķ se slokou B v určitém pomģru (mķchacķm
pomģru) a smģs je nalita, natųena nebo nastųķkįna na model.



ro lepķ pochopenķ vżroby forem pro vlastnķ potųebu, potųebujete
vģdģt nģkolik dłleitżch pojmł.
Mķchacķ pomģr (Mix Ratio) - vyjadųuje sprįvnż mķchacķ
(smģovacķ) pomģr (buļ hmotnostnģ, nebo objemovģ), ve kterém se sloka A smķchį
se slokou B. Poté se materiįl nalije na model. Tento pomģr se liķ materiįl od
materiįlu a jsou vdy uvedeny v technickém listu pro danż produkt. Ačkoli se
stanovenķ hmotnosti nebo objemu jednotlivżch sloek młe jevit triviįlnģ, na
poprvé to młe nģkomu zpłsobit problém hned na startu.
Ukįzka
mķchacķch pomģrł:
|
1A: 1B objemovģ
|
|
2A: 1B hmotnostnģ
|
|
1A: 2B objemovģ
|
|
1A: 10B
hmotnostnģ
|
|
26A: 100B
hmotnostnģ
|
|
100A: 3B
hmotnostnģ
|
Pokud materiįl vyaduje mķchacķ pomģr A + B hmotnostnģ,
pouijte vįhu s pųesnostķ na gramy. Pokud materiįl neodvįķte pųesnģ,
nemusķ materiįl vytvrdnout. Pokud pouķvįte materiįl s mķchacķm pomģrem
podle objemu, snate se bżt tak pųesnķ, jak jen to jde.
Pųķklad
1:
Vychįzejme z toho, e chcete pouķt 750g materiįlu. Specifickou
hmotnost pųedpoklįdejme rovno 1, take 1 litr odpovķdį pųiblinģ 1 kg
materiįlu.
Mķchacķ pomģr 2A:1B hmotnostnģ znamenį, e sloky A musķ bżt
2 x vķce ne sloky B. Sloka A bude mķt tedy 2 dķly a sloky B 1 dķl.
Dohromady jsou to tųi dķly o celkové hmotnosti 750g.
Vypočteme hmotnost
jednoho dķlu: 750g / 3 dķly = 250g na 1 dķl.
Dopočteme sloku A (ta mį mķt 2 dķly): 2A = 2*250gA = 500gA
dopočteme sloku B: 1B = 1*250gB = 250gB
Kontrolnķ součet sloek musķ vyjķt 750g: A + B = 500g + 250g =
750g
Odvįķme si tedy
500g sloky A a 250g sloky B a smķchįme je dohromady. Vżslednį hmotnost bude
750g.
Pųķklad
2:
Mķchacķ pomģr 4A:1B objemovģ znamenį, e sloka A bude 4 x
vģtķ (co do objemu) ne sloka B. Poadavek je zķskat 1 litr smģsi.
Rozdģlme si smģs na 4 dķly sloky A a 1 dķl sloky B.
Dohromady tedy 5 dķlł musķ dįt 1000 ml.
Vypočteme hmotnost jednoho dķlu: 1000ml / 5 dķly = 200ml na
dķl.
Dopočteme sloku A (ta mį mķt 4 dķly): 4A = 4*200mlA = 800mlA
Dopočteme sloku B: 1B = 1*200mlB = 200mlB
Kontrolnķ součet sloek musķ vyjķt 1000ml: A + B = 800ml + 200ml=
1000ml
Odmģųķme si tedy 800ml sloky A a 200ml sloky B a smķchįme
je dohromady. Vżslednż objem bude 1000ml.
Dłleité:
Mķchacķ pomģr určķ, jak budou sloky zabaleny.
Tip:
Bģnou chybou je, e lidé pųedpoklįdajķ, e mķchacķ pomģr
jednoho produktu je stejnż jako mķchacķ pomģr jiného materiįlu. Pųečtģte si
technickż list a zjistģte mķchacķ pomģr pro konkrétnķ produkt, kterż pouķvįte.
Doba zpracovįnķ (pot life) Udįvį
dobu, jak dlouho młete mķchat a aplikovat materiįl, ne se stane
neaplikovatelnżm (ztuhne, zatvrdne). Teplota, ve které se pracuje, mį vliv na
dobu zpracovįnķ. V teple se tato doba zpracovįnķ zkracuje. V chladu
naopak prodluuje a dokonce nemusķ pųi nķzké teplotģ dojķt k vytvrdnutķ.
Obvykle se tato doba uvįdķ pro pokojovou teplotu. Pųi pokojové teplotģ mį
vģtina forem kaučuku dobu zpracovįnķ 15 a 30 minut. Do této doby musķte
materiįl zamķchat a aplikovat. V nģkterżch pųķpadech młe bżt įdoucķ tuto
dobu zmģnit. K tomuto śčelu existujķ zpomalovače (prodluujķ tuto dobu) a
urychlovače (zkrįtķ tuto dobu).
Tip:
Pųedem si zjistģte, kolik času budete mķt na
zamķchįnķ a aplikaci. Pųi krįtké dobģ radģji pouijte stopky. Pokud nejste
opatrnķ, złstane Vįm nezpracovanż a u nepouitelnż materiįl v mķchacķ nįdobģ.
Tvrdomģr (durometer) Durometr
mģųķ tvrdost formy, kterį se pohybuje od mģkké kłe 0A a k tvrdosti
pneumatiky 95A. Společnģ s tvrdostķ jsou spojené i jiné vlastnosti jako
pevnost v roztrenķ, odolnost proti odģru, apod. Čķm niķ je hodnota durometru, tķm je forma
prunģjķ. A naopak, čķm vyķ je hodnota durometru, tķm je forma ménģ prunį.
Tip:
Co pro nįs tvrdost materiįlu znamenį? Vżbģr
sprįvné tvrdosti materiįlu pro Vįs zįvisķ hlavnģ na dvou faktorech: 1) konfigurace
vaeho modelu a 2) co budete odlévat do vżsledné formy. Model, kterż mį zįporné
śhly nebo mnoho śhlł (napųķklad parohy jelena) bude pųedstavovat problém pųi
vyjķmįnķ modelu i odlitku z formy. Pro model, jako je tento, budete potųebovat
vybrat mģkkż a prunż materiįl (Shore 15A 30A), kterż vįm umonķ sejmout
formu z celého modelu. Pokud mį vį model nģkolik zįpornżch śhlł, młete pouķt
tvrdķ formy kaučuku (Shore 50A). Pokud je vį model pomģrnģ jednoduchż a
chcete udģlat vżrobek z betonu, młete pouķt velmi tvrdé materiįly (Shore
80A), které majķ dobrou odolnost proti odģru a delķ ivotnost formy.
Viskozita (Viscosity) Ukazuje,
jak dobųe materiįl teče (či neteče). Voda mį viskozitu ve vżi 1 cps.
Ukįzka
rłznżch materiįlł a jejich viskozity:
|
Voda - 1 cps
|
|
Stolnķ olej 500
cps
|
|
Motorovż olej
2500 cps
|
|
Med 10.000 cps
|
|
Melasa 100.000
cps
|
Tip: Co pro vįs znamenį viskozita pųi vżbģru
materiįlu? Obecnģ platķ, e čķm vyķ viskozita, tķm tģķ je pro materiįl
samovolné odplynģnķ (bubliny vzniklé pųi mķchįnķ se z materiįlu sami
neuvolnķ) bez pouitķ vakuové nįdoby. Vģtina silikonovżch kaučukł majķ vysokou
viskozitu (od 20.000 cps do vķce ne 150.000 cps) a odvįkuovįnķ materiįlu po
mķchįnķ se obvykle doporučuje. Na této spodnķ hranici 20.000 cps a dlouhé dobģ
zpracovįnķ (bublinky majķ čas dostat se ven z materiįlu) nenķ pouitķ
vżvģvy nutné. Nepouijeme-li vżvģvu, riskujeme, e dojde zachycenķ vzduchovżch
bubliny, které se odrazķ ve vytvrzené formģ. Polyuretanové kaučuky majķ relativnģ
nķzkou viskozitu (800 - 4500 cps) a vzduch se sįm uvolnķ. Odvįkuovįnķ tedy nenķ
nutné.
u si vyberete jakżkoli produkt, vdy si pųečtģte
technickż list. Kadż vżrobek v nģm mį uvedeny dłleité Informace o
pouķvįnķ tohoto konkrétnķho materiįlu. Nejbģnģjķ aplikace, technické
informace (mķchacķ pomģr, tvrdost, viskozita, pevnost v trhu, pevnost
v tahu, dobu zpracovįnķ, dobu odformovįnķ, vlivy na vytvrzenķ, atd.), a
mnohem vķce. Jsou zde také informace o bezpečnosti, obecné techniky na vżrobu a
jak dostat co nejvķce z vaeho materiįlu.
Obecnż popis Typ materiįlu a dłleité vlastnosti.
Technické parametry Zįkladnķ parametry, jejich
znalost je potųebnį pro sprįvné pouitķ (napų. mķchacķ pomģr, doba zpracovįnķ,
doba vytvrzenķ, apod.). Dalķ parametry popisujķcķ vlastnosti vżsledné formy (napų.
viskozita, specifickį hmotnost, barva, tvrdost, pevnost v tahu, prodlouenķ
do natrenķ, odolnost proti roztrenķ, smrtģnķ, apod.).
Prįce s materiįlem Jak začķt s materiįlem
pracovat. Jak materiįl pouķt.
Bezpečnostnķ pokyny Ochranné pomłcky, apod.
Extra dłleité informace Vżjimečné, neobvyklé, ne
śplnģ zųejmé vģci.
Kompatibilita Jaké jiné materiįly je mono v kombinaci
pouķt či naopak nelze.
Pųķsady do materiįlu Pouitķ napų. urychlovačł,
pigmentu, plniv, apod.
Vytvrzenķ Doba plného vytvrzenķ.
Uskladnģnķ Jak uskladņovat materiįl (za jakżch
teplot, vlhkosti, apod.).
Určitģ si dejte pozor na nįsledujķcķ body v seznamu.
Bezpečnost na prvnķm mķstģ Tyto
materiįly jsou bezpečné, pokud jsou sprįvnģ pouķvįny a postupuje se podle
pokynł.
Vżroba forem a odlitkł nenķ pro dģti
- Udrujte vechny materiįly mimo dosah dģtķ.
Dobré vģtrįnķ je nezbytné
Pouķvejte tyto produkty v dobųe vģtranżch prostorįch. Nevdechujte vżpary
z produktł, uvolņujķcķch činidel, pečetidel, plniv, pryskyųic, sįdry, atd.
Noste ochranné pomłcky Pouķvejte
ochranné pomłcky jako rukavice a dlouhé rukįvy. Oblečenķ pomłe minimalizovat
kontakt materiįlu s pokokou. Pokud dojde ke kontaktu s pokokou, omyjte ihned
vodou a mżdlem. Nevytvrzenż kaučuk młe bżt odstranģn z pracovnķch ploch
acetonem.
Chraņte ivotnķ prostųedķ Postupujte
podle technického listu. Zbytky materiįlł likvidujte podle uvedenżch pokynł. Sledujte
symboly na vżrobku. Nģkteré materiįly mohou bżt kodlivé pųķrodģ. Nevylévejte
je do kanalizačnķho odpadu ani do odpadkového koe. Nejlepķ je materiįly
pouķt podle uvedeného postupu v technickém listu (smķchat sloky
dohromady).
Pozor na teplotu Dķlna a vechny
materiįly (včetnģ vaķ formy), by mģly bżt uchovįvįny pųi pokojové teplotģ (25
°C). V chladnģjķm prostųedķ vytvrzuje materiįl delķ dobu a v pųķpadģ, e je
teplota pųķli nķzkį (<10 °C) materiįl nevytvrdne vłbec. Teplejķ prostųedķ
zkrįtķ dobu zpracovįnķ.
Vlhkost by mģla bżt snķena na minimum
Vysokį vlhkost bude reagovat s polyuretanovżm kaučukem. Dķky tomu mohou
vzniknout ve formģ bublinky.
Pųķprava pracovnķho prostųedķ Pracovnķ
povrch by mģl bżt pųķstupnż z nejménģ dvou stran, a mģl by bżt na stejné śrovni
ve vech smģrech. Chcete-li ochrįnit povrch pųed politķm a skvrnami, zakryjte
desku stolu voskovżm papķrem nebo hnģdżm balicķm papķrem. Tyto materiįly
zpłsobujķ skvrny na oblečenķ.
Neriskujte cennż model Pokud si
nejste jisti kompatibilitou mezi formou (plničem pórł, separįtorem, atd.) a povrchem
modelu, otestujte danż materiįl na podobném povrchu pųed pouitķm na modelu.
V opačném pųķpadģ nemusķ forma v kontaktu s modelem vytvrdnout
nebo nemusķ jķt sejmout.
Dobųe vyuijte svłj čas Zatķmco
čekįte na zaschnutķ natųené vrstvy nebo separįtoru młete uklidit pracovnķ
prostor nebo provįdģt jiné śkoly. Nevytvrzenż materiįl młe bżt odstranģn
z pracovnķ desky acetonem nebo alkoholem.
Vate a mģųte pečlivģ Sloky
materiįlu odvaujte co nejpųesnģji.
Vķce dķlnou formu nezapomeņte separovat
Jinak se obģ poloviny slepķ dohromady a budete blok muset ųezat.
e začnete, pųipravte si vechny potųebné materiįly a
pomłcky. Jakmile mįte rozmķchįn materiįl, je nejménģ vhodnį doba hledat dalķ potųebné
vģci. etųete tak čas a penķze.
·
Pųipravenż
pracovnķ stłl
·
Model
(originįl)
·
Podkladovou
desku pod model (napų. sklo, plexisklo).
·
Dųevģné
nebo akrylové desky pro opģrné stģny formy (ohrįdku).
·
Svorky
·
Vįhy (v
pųķpadģ mķchacķho pomģru hmotnostnģ) nebo odmģrku (v pųķpadģ mķchacķho pomģru
objemovģ)
·
Modelovacķ
hmota na utģsnģnķ spįr v ohrįdce
·
Mķchacķ
nįdoby
·
Mķchacķ
tyčinky
·
Uzavķrač/plnič
pórł (je-li potųeba)
·
Separačnķ
prostųedek/separįtor (je-li
potųeba)
·
Materiįl
na vżrobu formy
·
Ochranné
pomłcky
·
Čisticķ
prostųedky
ro ilustraci začneme s jednoduchżm modelem s plochou zadnķ
stranou. Mįme tak rozdģlen proces tvorby formy do jeho zįkladnķch prvkł. Pokud
budete dģlat vdy jen jeden krok a budete postupovat pečlivģ podle pokynł, nemłete
udģlat chybu.
 Začnģme s modelem Jak bylo uvedeno
dųķve, model młe bżt vyroben prakticky z jakéhokoli materiįlu: vosk, jķl, sįdra,
kamen, beton, papķr, kov, kost, textilie, atd. Nį model je jednoduchż
dekorativnķ kus z terakoty (pįlené hlķny). Model mģųķ 30 x 23 x 2,5 cm.
Začnģme s modelem Jak bylo uvedeno
dųķve, model młe bżt vyroben prakticky z jakéhokoli materiįlu: vosk, jķl, sįdra,
kamen, beton, papķr, kov, kost, textilie, atd. Nį model je jednoduchż
dekorativnķ kus z terakoty (pįlené hlķny). Model mģųķ 30 x 23 x 2,5 cm.
Stavķme ohrįdku Śčelem ohrįdky je,
aby se zabrįnilo śniku tekutého materiįlu kolem modelu. Ta materiįl zadruje,
dokud forma nevytvrdne. Velikost a tvar ohrady zįvisķ na velikosti a tvaru
modelu. Pokud je vį model malż, ohrįdka młe bżt nģco jednoduchého, jako krabička
 od suenek, krabice od doutnķku, kįvy, dortu, apod.
Jestlie je model velkż nebo nepravidelného tvaru, budete si muset postavit vlastnķ
ochrannż box.
od suenek, krabice od doutnķku, kįvy, dortu, apod.
Jestlie je model velkż nebo nepravidelného tvaru, budete si muset postavit vlastnķ
ochrannż box.
Jako podloku pod model pouijeme plexisklo, které by mģlo
bżt alespoņ dvakrįt vģtķ ne model. Podloka by mģla bżt na rovinģ. Vycentrujte
model doprostųed. Młeme pouķt i napų. dųevo, ale z plexiskla se forma
snadno sejme. Naųezané kousky plexiskla sestavķme kolem modelu a pevnģ
zajistķme svorkami. Tķm zķskįme opģrné zdi.
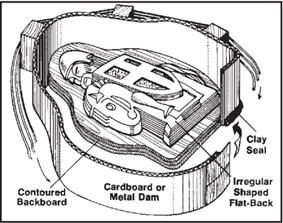 Vimnģte si, e existuje prostor obklopujķcķ model (minimįlnģ
1 1,5 cm ve vech smģrech, včetnģ nahoru od nejvyķho bodu modelu). Tento
prostor mezi modelem a stģnami ohrįdky definuje tlouku stģny hotové formy.
Vimnģte si, e existuje prostor obklopujķcķ model (minimįlnģ
1 1,5 cm ve vech smģrech, včetnģ nahoru od nejvyķho bodu modelu). Tento
prostor mezi modelem a stģnami ohrįdky definuje tlouku stģny hotové formy.
Pro formovįnķ nepravidelného tvaru formy młete stģny
ohrįdky udģlat z tenkého plechu, lina nebo kartonu. Spojte ohrįdku napų.
pįskou.
 Zajitģnķ modelu Zajistģte model
k podkladové desce pomocķ silikonového tģsnģnķ, tavné pistole, lepidla
nebo modelovacķ hmoty. V naem pųķpadģ vyvįlķme z modelovacķ hmoty
tenké vįlečky a pųitiskneme je na zadnķ stranu kolem obvodu modelu. Poté
umķstķme model do stųedu ohrįdky a pevnģ pųitiskneme k podkladu ve vech
smģrech. Tķm srovnįme modelovacķ hmotu a vytvįųķme tģsnģnķ pod modelem,
aby se zabrįnilo śniku silikonu pod model. Młete model také pųiroubovat k zįkladnķ
desce, ale pokodķte si tķm model.
Zajitģnķ modelu Zajistģte model
k podkladové desce pomocķ silikonového tģsnģnķ, tavné pistole, lepidla
nebo modelovacķ hmoty. V naem pųķpadģ vyvįlķme z modelovacķ hmoty
tenké vįlečky a pųitiskneme je na zadnķ stranu kolem obvodu modelu. Poté
umķstķme model do stųedu ohrįdky a pevnģ pųitiskneme k podkladu ve vech
smģrech. Tķm srovnįme modelovacķ hmotu a vytvįųķme tģsnģnķ pod modelem,
aby se zabrįnilo śniku silikonu pod model. Młete model také pųiroubovat k zįkladnķ
desce, ale pokodķte si tķm model.
 Utģsnģnķ spįr Chcete-li zabrįnit
materiįlu v śniku spįrami v ohrįdce nebo pod nķ, je tųeba vechny
spoje utģsnit. Młete pouķt tģsnķcķ silikon, tavnou pistoli, lepidlo nebo
modelovacķ hmotu. Pųi pouitķ silikonového kaučuku netģsnģte spįry silikonem
(pųilepil by se k vżsledné formģ). Mķsto toho pouijte radģji modelovacķ
hmotu. Udģlejte si tenkż prouek a vtisknģte ho do spįry (horizontįlnķch i
vertikįlnķch, kdekoli młe materiįl protéci).
Utģsnģnķ spįr Chcete-li zabrįnit
materiįlu v śniku spįrami v ohrįdce nebo pod nķ, je tųeba vechny
spoje utģsnit. Młete pouķt tģsnķcķ silikon, tavnou pistoli, lepidlo nebo
modelovacķ hmotu. Pųi pouitķ silikonového kaučuku netģsnģte spįry silikonem
(pųilepil by se k vżsledné formģ). Mķsto toho pouijte radģji modelovacķ
hmotu. Udģlejte si tenkż prouek a vtisknģte ho do spįry (horizontįlnķch i
vertikįlnķch, kdekoli młe materiįl protéci).
 Aplikace plniče pórł Modely z poréznķch
materiįlł (omķtka, kįmen, beton, dųevo, atd.) vyadujķ zaplnģnķ (utģsnģnķ,
uzavųenķ) povrchovżch pórł. Modelovacķ hmoty na bįzi vody nebo s pųķmģsķ
sķry (existujķ silikony, kterżm sķra brįnķ ve vytvrzenķ ale i také, které se
sķrou nereagujķ), musķ bżt takto také uzavųeny. Vhodné uzavķrače pórł jsou napų.
elak, voskové pasty, vazelķny. Napų. Smooth-on
Superseal je uzavķrač pórł, kterż nereaguje s modelem a młe bżt odstranģn
teplou vodou.
Aplikace plniče pórł Modely z poréznķch
materiįlł (omķtka, kįmen, beton, dųevo, atd.) vyadujķ zaplnģnķ (utģsnģnķ,
uzavųenķ) povrchovżch pórł. Modelovacķ hmoty na bįzi vody nebo s pųķmģsķ
sķry (existujķ silikony, kterżm sķra brįnķ ve vytvrzenķ ale i také, které se
sķrou nereagujķ), musķ bżt takto také uzavųeny. Vhodné uzavķrače pórł jsou napų.
elak, voskové pasty, vazelķny. Napų. Smooth-on
Superseal je uzavķrač pórł, kterż nereaguje s modelem a młe bżt odstranģn
teplou vodou.
Poznįmka: Pokud pouķvįte silikonovż kaučuk,
nepouķvejte elak k utģsnģnķ modelu. Pouijte Superseal, vazelķnu nebo akrylovż
sprej.
Aplikace separįtoru Po uzavųenķ
povrchu modelu, pouijte separįtor. Ten umonķ bezproblémové vyjmutķ modelu
z hotové formy. Pouijte separįtor speciįlnģ vyrobenż pro vżrobu forem a
odlitkł. Pųi pouitķ nesprįvného separįtoru se młe stįt, e se model
k formģ pųilepķ a vy u ho nesundįte. Nebo se młe stįt, e forma
nevytvrdne. Proto si radģji vdy udģlejte malou zkouku. Existuje velkį kįla
monżch materiįlł a młe se stįt, e vznikne chemickį reakce, kterį zabrįnķ
vytvrzenķ formy na povrchu kolem modelu. Nenķ pak snadné model vyčistit a jeho
povrch młe bżt naruen. Separace modelu od formy je potųeba hlavnģ u
polyuretanového kaučuku. Silikonovż kaučuk je samoseparačnķ (model se
k silikonu nepųilepķ).
Nevhodné
separįtory: rostlinné
oleje, minerįlnķ oleje, motorové oleje, mazacķ spreje (WD40).
Doporučené separįtory: Ease Release 200, Universal Mold
Release (UTS).
Separįtory jsou jak ve spreji (nasprejujete), tak v kapalinģ
(nanįenķ tģtcem nebo stųķkané rozpraovačem).
Poznįmka: Pouķvįte-li na formu silikon (napų.
CHN-KS), nepouķvejte separįtor na bįzi silikonu.
Pokud chcete separovat silikon od silikonu (pųi vķcedķlné formģ), pouijte
napų. separįtor Ease Release 200.
Sprįvnį aplikace separįtoru
Upozornģnķ: Nesprįvnż postupu aplikace separįtoru bude mķt za nįsledek
pųilepenķ modelu k formģ.
 Sprįvnż zpłsob, jak aplikovat separįtor je:
Sprįvnż zpłsob, jak aplikovat separįtor je:
1) Naneste tenkou vrstvu separįtoru ve spreji na celż povrch
modelu a okolķ formy (jakżkoli povrch, kterż pųijde do kontakt s formou).
Nepųeeņte to.
2) Pouķvejte čistż tģtec a natųete povrch modelu a okolķ.
Ujistģte se, e u sloitżch detailł, zįpornżch śhlł a tģko pųķstupnżch mķstech
je ve dłkladnģ natųeno.
3) Naneste dalķ vrstvu sprejem a nechte uschnout po dobu 10
minut.
Upozornģnķ: Nenamįčejte svłj model v separįtoru. Mohou tak kolem modelu
vzniknout malé bublinky, které se otisknout do pracovnķ čįsti formy. Tyto
bublinky ve formģ budou kopķrovįny i na vżslednż odlitek. To je neįdoucķ.
Jakmile jste aplikovali plnič pórł a separįtor, model je
pųipraven. Dalķm krokem je mģųenķ, mķchįnķ a nalitķ formovacķho materiįlu na
model.
Odmģųenķ materiįlu na formu
 Jak bylo uvedeno vże, nģkteré materiįly vyadujķ pųesné
vįenķ sloek (A + B). Patųķ mezi nģ vģtina silikonł, polysulfidy a kaučuky.
Pokud pouķvįte materiįl, kterż vyaduje vįenķ, pouijte vįhu s pųesnostķ
na gramy.
Jak bylo uvedeno vże, nģkteré materiįly vyadujķ pųesné
vįenķ sloek (A + B). Patųķ mezi nģ vģtina silikonł, polysulfidy a kaučuky.
Pokud pouķvįte materiįl, kterż vyaduje vįenķ, pouijte vįhu s pųesnostķ
na gramy.
 Pokud
pouķvįte materiįl s mķchacķm pomģrem podle objemu, snate se bżt tak
pųesnķ, jak jen to jde.
Pokud
pouķvįte materiįl s mķchacķm pomģrem podle objemu, snate se bżt tak
pųesnķ, jak jen to jde.
Dłleité upozornģnķ: Pokud je doporučeno, musķte nejprve promķchat sloku A a/nebo
sloku B pųed dįvkovįnķm do mķchacķ nįdoby. Pokud tak neučinķte, młete zpłsobit
nesprįvné vytvrzenķ. Nģkteré sloky časem tzv. sednou ke dnu. Pųečtģte si
technickż list materiįlu.
Pųi mķchacķm pomģru 1A:1B naplņte celou mģųķcķ nįdobu
slokou A a pųelijte ji do mķchacķ nįdoby. Stejnż postup aplikujte na sloku B.
Tip: Chcete zjistit, kolik materiįlu potųebujete na vżrobu formy? Do
ohrįdky młete nasypat napų. pķsek a celou ji zaplnit jako byste vytvįųeli
formu. Pak pķsek nasypte do odmģrky a zjistķte potųebnż objem materiįlu. Specifickį hmotnost je u vģtiny
materiįlł blķzko 1, take 1 litr odpovķdį pųiblinģ 1 kg materiįlu.
Smķchįnķ materiįlu

 Jednķm z nejčastģjķch dłvodł proč forma nevytvrdne
sprįvnģ, je nesprįvné mķchįnķ. Je naprosto nezbytné, abyste zķskįvali a rozvķjeli
dobrou mķchacķ techniku.
Jednķm z nejčastģjķch dłvodł proč forma nevytvrdne
sprįvnģ, je nesprįvné mķchįnķ. Je naprosto nezbytné, abyste zķskįvali a rozvķjeli
dobrou mķchacķ techniku.
Mķchejte sloky A + B po dobu nejménģ tųķ minut. Pokud mķchįte
materiįl poprvé, pouijte hodiny nebo stopky pro sledovįnķ času.
·
Buļte dłkladnķ, ne rychlķ! Vģtina materiįlł mį dobu zpracovįnķ
takovou, e poskytuje dostatek času na zamķchįnķ i aplikaci.
·
Nepouķvejte lehač nebo vrtačku na mķchįnķ materiįlu nebo si
vytvoųķte v materiįlu bublinky, které pak mohou złstat na povrchu hotového
formy.
·
Mķchejte pomalu a ujistģte se, e jste nģkolikrįt sekrįbli
materiįl ze stran a dolnķ čįsti mķchacķ nįdoby.
Tip: Kdy si myslķte, e
jste ve promķchali dostatečnģ, zamķchejte ve znovu. Jen pro jistotu.
Vakuovįnķ materiįlu
Poznįmka: Jak bylo uvedeno vże, polyuretanové kaučuky majķ obecnģ nķzkou
viskozitu a bubliny brzy samy zmizķ. Po smķchįnķ silikonovżch kaučukł, které
majķ vysokou viskozitu, byste mģli umķstit mķchacķ nįdoby do vakuové komory a
odstranit vzduchové bubliny.
Jakmile je materiįl uvnitų komory, umķstģte vķko nad
vakuovou komoru a pųipojte vżvģvu. Zapnģte vżvģvu. Vechen vzduch v komoųe
(včetnģ vzduchu, kterż je zachycenż vysokou viskozitou v materiįlu) je
odstranģn z materiįlu asi po tųech minutįch. Protoe je vzduch vysįvįn
z materiįlu, stoupį a zvģtuje nģkolikanįsobnģ svoji velikost. Jakmile je
odstranģn vzduch, materiįl se vracķ zpģt do svého počįtečnķho objemu a je
pųipraven k nalitķ do formy prakticky bez bublin.
Pokud se chcete zbavit bublin, tak vakuovįnķ je jednķm ze
zpłsobł. Druhį monost je technika, kdy se forma
po zalitķ modelu vloķ do tlakové nįdoby a vystavķ płsobenķ tlaku. Co je opak
odvakuovįnķ, kdy vznikį podtlak.
 Litķ materiįlu do ohrįdky
Litķ materiįlu do ohrįdky
Po dłkladném promķchįnķ nastal čas na nalitķ materiįlu na
model. Nevylévejte smģs pųķmo na model, protoe se tak młe zachytit vzduch.
Mķsto toho, najdģte nejniķ bod ve formģ a lijte smģs v tomto bodģ pomalou,
konstantnķ rychlostķ. Nechte materiįl stoupat nahoru a pųes model. To vytlačķ
vzduch z nejniķho bodu a minimalizuje zachycenķ vzduchu.
Młete si vimnout malżch
vzduchovżch bublin stoupajķcķch na povrch. Ty młete nįslednģ odstranit
pųejetķm nad povrchem zdrojem tepla (napų. vysouečem vlasł).
 Vytvrzenķ formy
Vytvrzenķ formy
Dalķ krok je snadnż,
nechte formu vytvrdnout do pevného stavu pųes noc v pokojové teplotģ (25 °C).
Urychlenķ vytvrzenķ
Jsou dvģ monosti jak
urychlit vytvrzenķ formy.
1) Existujķ
speciįlnķ urychlovače, které dokįou zkrįtit dobu vytvrzenķ z napų. 16 hodin
na jednu hodinu. Pųečtģte si pozornģ technickż list. V nģm je mimo jiné
napsįno, do které sloky se urychlovač pųidįvį. Fyzikįlnķ vlastnosti vżsledné
formy mohou bżt jiné ne bez urychlovače.
2) Dalķ
monostķ je zvżenķ teploty. Vyķ teplota zpłsobķ, e forma tvrdne rychleji. Poté,
co forma zelatinuje (cca jedna hodina), umķstģte formu do trouby a pųi 66 °C
nechte tvrdnout čtyųi hodiny. Poté nechte vychladnout formu po dobu jedné
hodiny. Pozor: nepouķvejte kuchyņskou troubu (młete si ji zapinit).
 Odformovįnķ
Odformovįnķ
Jakmile forma vytvrdne, młeme model (originįl) vyjmout
z vytvrzené formy. Odstraņte ohrįdku a modelķnu ze stran formy.
 Jestlie lo vechno v poųįdku, pak lze model snadno
vyjmout z formy. Forma okopķrovala vechny i nejmenķ detaily (sejme i
otisky prstł) z originįlu.
Jestlie lo vechno v poųįdku, pak lze model snadno
vyjmout z formy. Forma okopķrovala vechny i nejmenķ detaily (sejme i
otisky prstł) z originįlu.
Monost: Dodatečné vytvrzenķ (post cure)
formy pro lepķ vżsledky. Ačkoli to nenķ nutné, toto dodatečné vytvrzenķ formy
zvyuje fyzikįlnķ vlastnosti a vżsledky. Umķstģte formu do trouby o teplotģ cca
65 °C na 4-6 hodin. Poté nechte vychladnout na pokojovou teplotu. Vķce se
dočtete v technickém listu.
oje forma nevytvrdla! Nejčastģjķ signįl, e se nģco
nepovedlo. Co s tķm? Co se asi pokazilo?
1. Forma nevytvrdla
a. patnż mķchacķ pomģr
Napųķklad mķchacķ pomģr je 2A:1B objemovģ a vy jste pracovali s pomģrem
1A:1B. Nģkdy Vįm młe napovģdģt balenķ, ve kterém jste materiįl obdreli. Pokud
dostanete 1kg sloky A a 100g sloky B, pak mķchacķ pomģr nejspķe nebude 1A:2B
ani 1A:1B, ale mohl by bżt napų. 10A:1B. Vdy se podķvejte do technického
listu.
b. Zįmģna sloek Po
odmģųenķ sloky B se vezme znovu sloka B a odmģųķ se. Nįslednģ se obģ sloky B
smķchajķ. Ale bez pųķtomnosti sloky A materiįl nevytvrdne. Začnģte vdy
odmģųenķm sloky A, a pak teprve slokou B. Postup nikdy nemģņte a nemłete se
tak splést.
c. Nepouili jste dostatečnģ pųesnou
vįhu Napųķklad jste pouili osobnķ vįhu mķsto vįhy
s pųesnostķ na gramy.
d. Teplota mķstnosti je pųķli nķzkį
Napųķklad jste zalili formu večer venku a v noci pųķli klesla teplota.
2. Forma vytvrdla jen čįstečnģ
a. patnģ zamķchanż materiįl
b. Nepųesnģ stanovenż pomģr sloek A +
B nebo zįmģna mķchacķho pomģru z vįhového na hmotnostnķ
(nebo naopak).
c. patnģ promķchané sloky pųed
smķchįnķm Nģkteré sloky tzv. sedajķ. Musķ se proto vdy
pųed odebrįnķm čįsti materiįlu dłkladnģ promķchat, aby se promķchala tģķ
sloka u dna s lehčķ slokou nahoųe. Toto bude napsįno v technickém listģ.
d. Model nebyl dostatečnģ pųipraven
nebyl napų. uzavųen plničem pórł či separovįn.
e. Neprovedli jste si malou zkouku u
novżch materiįlł Pokud nemįte zkuenosti s materiįlem na
formu v kombinaci s materiįlem, z nģho je vyroben model,
udģlejte si radģji zkouku. Je moné, e chemickį reakce zabrįnķ vytvrzenķ
formy kolem modelu.
3. Model nejde vyjmout z formy
a. Model nebyl dostatečnģ uzavųen
Pouili jste nevhodnż uzavķrač pórł nebo jste ho neaplikovali dostatečnģ.
b. Model nebyl dostatečnģ odseparovįn
Pouili jste nevhodnż separįtor nebo jste ho aplikovali nedostatečnģ nebo
jste ho neaplikovali pųedepsanżm zpłsobem.
4.
Elį tato broura młe bżt shrnuta do nįsledujķcķho seznamu
relativnģ jednoduchżch śkonł. Po prvnķm pokusu a nįsledném zdokonalenķ bude
tvorba forem jako pečenķ chleba. A to, pokud mįte recept, u nezapomenete.
·
Začnģte vżbģrem pro Vįs vhodného materiįlu na formu.
·
Pųečtģte si technickż list materiįlu.
·
Pųipravte si pracovnķ prostųedķ a ochranné pomłcky.
·
Pųipravte si model.
·
Aplikujte uzavķrač pórł (je-li tųeba).
·
Aplikujte separįtor (je-li tųeba).
·
Stanovte si rozmģry ohrįdky a tķm i tlouku vżsledné formy.
·
Vyrobte si ohrįdku.
·
Zajistģte ohrįdku pųed śnikem materiįlu.
·
Zajistģte pevnģ model v ohrįdce.
·
Promķchejte jednotlivé sloky pųed odlitķm (je-li
tųeba).
·
Odmģųte jednotlivé sloky materiįlu.
·
Pųidejte plniva, pųķsady, pigmenty, apod.
·
Zamķchejte pečlivģ materiįl. Pozor na uvķznutķ vzduchovżch
bublin.
·
Proveļte odplynģnķ (je-li tųeba).
·
Nalijte materiįl do ohrįdky tenkżm plynulżm proudem.
·
Ukliļte si pracovnķ prostor.
·
Nechte vytvrdnout.
·
Vyjmģte model z formy.
·
Očistģte model.
·
Očistģte formu.
·
Mįte hotovou formu pro nalitķ odlitku.
oufįm, e jsme Vįm problematiku kolem vżroby forem
osvģtlili. Pokud se dķky tomuto eBooku vrhnete na vżrobu, nebyla prįce na nģm
zbytečnį.
Pokud jste dočetli a sem, tak gratuluji. Młete se pustit
do prvnķho pokusu. Budeme rįdi, pokud nįm napķete na nį email zpģtnou vazbu.
Pomłete tak svżmi pųķspģvky vylepit tento eBook pro ostatnķ čtenįųe.
Pokud pųi čtenķ tohoto eBooku narazķte na nģco, co Vįm
nebude jasné, nebo se budete chtķt na nģco zeptat, nevįhejte mi napsat. Budu
rįd i za to, kdy mi napķete, jak se Vįm eBook lķbil a v čem Vįm pomohl.
Email: info@levneSilikony.cz
Pųipravujeme dalķ eBook
okud bude zįjem, uvaujeme
o dalķch nįvodech jako napų.:
·
vżroba odlitkł
·
vżroba vķcedķlnżch forem
·
vżroba forem natķrįnķm materiįlu na model
Jestli mįte i jiné nįpady, napite nįm a pokusķme se udģlat
maximum.
doba zpracovįnķ [pot life] jak
dlouho młete s materiįlem pracovat
doba vytvrzenķ [cure time]
za jak dlouho je forma vytvrzenį
durometr [durometer]
pųķstroj určujķcķ tvrdost materiįlu
mķchacķ pomģr [mix ration]
pomģr mezi slokou A a slokou B.
odformovįnķ [demold] vyjmutķ
modelu z formy
odvakuovįnķ [vacuuming]
proces odstranģnķ uvķznutżch bublin ze smģsi
smģovacķ pomģr viz
mķchacķ pomģr
viskozita [viscosity]
tekutost smģsi
accelerate urychlovįnķ
cast
odlitek
clamps svorky
color - barva
cure vytvrzovįnķ
cure time doba odformovįnķ
demold odformovįnķ
elongation at Break prodlouenķ do roztrenķ
hardness tvrdost
modeling clay modelovacķ hmota
mixing containers mķchacķ nįdoba
mix ratio mķchacķ pomģr
mold
forma
mold rubber
kaučuk
na formu
original model model
platinum-cure platinovż katalyzįtor
(adičnķ typ silikonu)
pot life doba zpracovįnķ
pouring zalévįnķ
polysulfide
rubbers
polysulfidovż
kaučuk
release agent separįtor
rubber
kaučuk
safety bezpečnost
sealing agent uzavķrač/plnič pórł
scale vįha
silicone rubbers
silikonové
kaučuky
shrinkage smrtģnķ
specific volume specifickį hmotnost
stirring
sticks mķchacķ tyčinky
tensile Strength pevnost v tahu
tin-cure cķnovż katalyzįtor
(kondenzačnķ typ silikonu)
volume objem
weight vįha, hmotnost
V knize jsou pouity
fotografie a informace z materiįlu firmy Smooth-On, Inc. How To make Molds
and casting.
Kopķrovįnķ čįstķ tohoto eBooku
je moné pouze s autorovżm souhlasem a s uvedenķm zdroje. Pokud
chcete vyuķt čįsti tohoto textu do rozsahu płl strany,
pak młete. Budeme rįdi, pokud uvedete zdroj.

